



.jpg)



当前位置:首页»案例
- 工业控制计算机设计技术
-
企业: 控制网 日期: 2003-09-27 领域: 人机界面 点击数: 2440 刘 鑫
一 引言
众所周知,21世纪的经济发展正处于由“工业经济模式”向“信息经济模式”快速转变时期,而其中的“技术进步”又是决定性的因素。据统计,技术进步带动的经济增长占整个经济增长的70%~80%。“以高新技术为核心,以信息电子化为手段,提高工业产品附加值”已经成为现代工业企业自动化发展的重要目标。国家在“十五”期间,制定了“用信息化带动工业自动化”的指导方针。在现代工业企业自动化中,计算机控制技术是核心,它是计算机技术和控制理论有机结合的产物。计算机控制系统的基础是工业控制计算机技术,其灵魂是智能控制技术。发展与智能控制技术相结合的“高性能的工业控制计算机以及基于工业控制计算机的开放式控制系统”是未来工业企业自动化的重要发展方向。
“十五”期间,自动化主控系统仍将以集散式控制系统(DCS)和工业控制计算机为主。大型DCS以国外产品为主的状况不会有较大改变。PLC、基于工业控制计算机的国产DCS以及工业控制单元装置在中小工程应用中将逐渐占据主导地位。现场总线智能仪表和现场总线控制系统(FCS)在试点成功的基础上,市场需求将逐步增长。因此,具有自主知识产权的DCS、IPC和CompactPCI工业控制计算机系统、FCS等构成的新一代主控系统及其关键配套设备将是国家大力扶持的优先发展产品,也是产业化的重要目标。
近几年,我国工业控制计算机得到快速发展,年增长速度达到10%~15%。2000年已达170~207亿人民币,其中IPC:35~40亿;嵌入式计算机:25~30亿;DCS:30~35亿;FCS:3~4亿;CNC:20~25亿;PLC:25~30亿;其它:30~40亿。
由此可见,工业控制计算机(以下简称“工控机”)有可观的市场潜力和发展空间。
二 工控机系统的结构和环境适应性要求
典型的工控机系统包括工控机平台、过程输入通道(A/D、DI)、过程输出通道(D/A、DO)、信号变送单元、信号驱动单元、外设以及测量和被控对象。
工控机的结构主要有两种:一种是盒式结构(BOX),如国内常见的19” 4U IPC机箱,缺点是自然散热效果差,可维护性低;另一种是欧洲卡式结构的金属机箱,利于散热,可维护性能高。为了使工控机能在恶劣环境下长期稳定工作,工控机设计要满足必要的环境适应性要求,包括:• 宽工作温度范围0~55℃;• 宽工作湿度范围 5%~95%,无结珠;• MTBF在20 000小时以上;• 抗震动、冲击、腐蚀、粉尘、抗干扰能力;• 低功耗特性;• 电磁兼容性。此外,工控机还要有长期稳定的供货能力,以满足工业产品的长生存周期要求。
三 工控机主板设计技术
工控机主板设计是工控机系统的核心技术。主板设计得合理、可靠是保证工控机系统长期稳定工作的重要因素之一。
1 选择合适的互连总线
工控机技术向开放性、网络化方向发展,其标志就是采用国际公认的标准化架构和接口。具体就是采用标准化的传输总线和接口,实现模块间的互连,构成柔性系统结构。
STD总线工控机虽然在工业控制现场的前端应用仍然具有独特的优势,但其自身已经没有发展的空间。
PC/104总线即使通过PC/104-plus的扩展以支持PCI总线,但市场接受的仍然是低端的PC/104总线,继续发展困难较大。
在高性能工控机领域,比较有代表性的互连总线标准是PCI/ISA总线、CompactPCI/AT96总线。在同一个系统中,PCI总线通过PCI-ISA桥接技术可以支持ISA总线,使PCI和ISA总线共存,组成熟知的IPC工控机;CompactPCI总线通过PCI-ISA桥可以支持AT96总线,组成双总线结构的CompactPCI总线工控机(如康拓的APCI5000系列工控机)。PCI总线和CompactPCI总线已经成为现代技术工程师设计工控机的首选标准总线。
基于PCI总线的计算机内部典型架构如图1所示。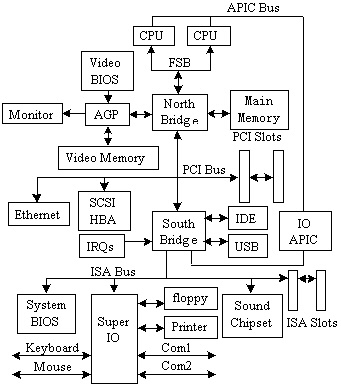
图1 PCI总线计算机典型结构图
2 合理选择CPU
选定了模块(板)间的互连总线标准,还要合理地选择CPU。
首先,选用CISC(Complex Instruction Set Computer)还是RISC(Reduced Instruction Set Computer)架构CPU。通用产品设计,考虑到软件的兼容性,主要选择CISC架构(如x86)。而专用的嵌入式设备,可考虑选用RISC(如中芯微的Arca-1)。
其次是选用什么样的x86架构的CPU。一种是目前PC市场流行的传统概念CPU,如Intel的PⅢ、PⅣ,AMD的K6、K7,VIA的C3系列,配上133MHz(PC133)的SDR SDRAM。随着DDR SDRAM的流行,PⅣ、K7和C3 CPU与DDR200/DDR266标准的DDR SDRAM组合设计将成为工控机主板设计的主要发展方向之一。
现在工控机设计热门是采用微型化、低功耗SOC(System-On-a-Chip)经济系统芯片技术,也叫片上计算机或系统芯片技术。具有代表性的产品有STMicrosystems公司的STPC Client、STPC Industrial;National Semiconductor公司的Geode GX1、GXLV以及Geode SC2200芯片;ZF Micro Devices公司的ZFx86等。这些SOC芯片基本集成了PCI系统架构中的CPU、北桥(Northbridge)、南桥(Southbridge)、显示控制器以及大部分SuperI/O的功能,简化了线路设计、电磁兼容性设计和热设计,提高了可靠性。
Transmeta公司的超低功耗Crusoe CPU,在RISC 架构VLIW(Very Long Instruction Word)内核上,通过代码融合(Code Morphing)软件技术实现了与x86架构的软件兼容性。与PⅢ-500MHz的50W峰值功耗相比,Crusoe TM5400-500MHz的功耗仅为0.75W,降低了系统热设计难度,提高了系统的可靠性,已在高性能CPU领域异军突起。TM5400-500MHz CPU已经在康拓公司研制的APCI5000系列工控机产品中的APCI5095 CompactPCI/AT96总线主板设计中实现。
3 固态半导体存储器技术
为了提高可靠性,工控机设计主要采用不带机械转动部件,不产生附加噪声干扰、发热、抗震动和抗冲击能力强的固态半导体存储器。主要产品有以下几种:
① Flash Memory,既可以完全影射在CPU的寻址空间,也可以用窗口影射方式设计。Flash Memory既可以直接数据块读写(如BIOS Flash),实现数据直接访问或程序就地执行(XIP);也可以作为固态盘使用。一般板上Flash Memory的容量都在1MB以内。
② 单片Flash盘模块,如M-systems公司的DOC2000系列芯片。其封装形式和电气接口与EPROM相同,上电自动引导内部管理程序,模拟硬盘工作。读盘速度为1.4Mbps;写盘速度为0.5Mbps;猝发(burst)读写速度可达5Mbps。容量为16~288MB。
③ 插在144pin DIMM插座上使用的DiskOnChip DIMM2000 Flash盘。这种盘可以提供256MB以上的存储容量。
④ DOM(Disk On Module)flash盘技术。DOM盘可以直接插在40/44芯IDE硬盘插座上模拟硬盘工作,而且不占用存储器地址空间。DOM的容量从4~256MB。
Flash半导体盘应用有三大关键技术:一是均衡性算法管理问题;二是垃圾收集问题;三是坏字节容错问题。前两者已经在管理软件中解决并得到应用,第三个问题还有待于进一步解决。
4 两级看门狗(WDT)设计技术
为了实现在出现非破坏性可恢复故障时,在无人值守情况下自动保护现场并恢复工作,工控机要求设计看门狗功能。现在计算机SuperI/O芯片里或SOC里都嵌入了一个软件可以编程的WDT单元。它一方面可以通过编程实现设置、启动和关闭,但经常由于软件本身故障导致WDT失效;另一方面没有尝试即时修复就要复位系统,导致控制过程不必要中断。
在设计中,增加一级硬件WDT功能,既可以保证系统在出现故障时可靠恢复,也可以按照第一级WDT溢出申请中断(中断服务程序保存数据并启动修复功能),如果修复失败,第二级WDT产生系统复位信号,使系统复位;否则关闭第二级WDT,系统继续正常运行。
5 CPU板上通讯和网络接口
主板上设计的通讯接口,传统上是非隔离的RS232/485接口。现在工控机主板,考虑到系统需要和现场环境,需要设计RS232、USB、1394和光隔485接口。在连网功能要求很强的设计中,需要设计10BASE-T/100BASE-TX Ethernet网接口,必要时设计双Ethernet网接口,以满足高可靠的双机、双网应用需要。
四 热设计
如果工控机系统的发热过高、散热不良或散热不均,就会导致系统中印制版变形、互连结构变形、器件不能正常工作或寿命缩短等问题,使系统不能稳定运行。因此良好的热设计是保证工控机稳定、可靠运行的重要因素之一。涉及的主要技术有:机箱散热、散热片设计、热管设计和风扇强迫散热设计等。
五 电磁兼容性(EMC)设计
EMC(Electro Magnetic Compatibility)是指设备在某种电磁环境里正常工作的能力,同时不产生干扰其它设备正常工作的电子扰动。工控机的EMC设计一方面要提供抗电磁干扰能力,即抗扰度(EMS),另一方面要降低或消除对其他设备的电磁干扰(EMI)。实践证明,在工控机系统的方案设计阶段就开始考虑EMC问题,比在今后的使用过程中遇到时再去解决更有效。
构成EMI的主要因素有:干扰源、干扰途径、被干扰体。
(1) 工控机系统的主要干扰源
来自环境对工控机的干扰源主要有:人体产生的ESD、动力线、大电流、高压开关和RF发生器等。
工控机本身的干扰源主要有:• 晶振―连续RF干扰;• 系统时钟电路―RF干扰;• 开关量输出变化瞬时状态―瞬态时间越短干扰越大;• 长线驱动的总线信号的状态变位。
(2) 主要干扰途径
显然,EMI需要通过某种载体传播对部件实现干扰。它可以通过电磁波辐射,通过导体传导,通过电感/电容耦合传输。所以,回路、长线和大面积导电区都容易受EMI干扰。
(3) 主要被干扰体
由于微处理器的工作是严格按照一定顺序和正确的数据进行的,一旦干扰破坏了时序或数据,程序就不能继续正常执行。在工控机中,容易受干扰的主要有:• 系统时钟的完整性;• 时序电路(State Machine);• 存储器和寄存器单元;• RESET、INTERRUPT、HANDSHAKING等重要信号。
(4) EMC设计内容
EMC设计的原则是:消除或抑制干扰源,切断干扰途径,提高被干扰体的抗干扰能力。
① 系统设计措施
对来自环境的电磁辐射通过金属机箱的静电屏蔽减弱或消除。通过动力线传输的传导干扰经由专用滤波器吸收。通过信号线的传导和耦合干扰则由光电隔离或变压器隔离消除。来自人体的ESD通过导电机箱和良好接地泄放。同时,为外部大功率接触器或开关提供能量释放途径,以消除或降低辐射干扰。
② PCB设计措施
器件位置布局:根据器件的EMI特性,将器件和电路划分成不同区域,可以减小耦合干扰。例如可将高噪声、大电流电路,低压电路,数字电路分别设为一个区。
地线和电源线:给不同区域电路分配不同的地线群,它们通过一点接地。不同群之间严格避免构成地回路。由于供电回路是主要发射和接收EMI的天线,所以电源线要尽量靠近地线,以减小供电回路面积。如果条件允许,应尽量采用多层印制版,提供相临的地线层和电源层,可以达到理想的解耦和屏蔽效果。
解耦:常用的解耦方式有电容解耦和电感解耦两种。电容解耦典型的方式是使用一组100μF/10μF的电容,并联0.1μF或0.01μF的电容(一般小于主电容1~2个数量级)。解耦电容必须尽量靠近被保护芯片,以减小回路面积。电感解耦在设计中常被忽视,其实电感解耦(如磁珠ferrite beads)既可以消耗EMI能量,又不损失直流电压,效果很好。
晶振:晶振的引线要尽量短,同时在晶振下面避免走线。
重要信号线:时钟信号(Clock)、高阻抗信号、RESET、INTERRUPT、HANDSHAKING等重要信号用地线环绕可以取得很好的EMC效果。同时信号线要尽量短,并远离高噪声信号线。
数字信号要增大逻辑状态抗噪声余度(Margin),并使用Schmitt trigger消除寄生状态。
③ 软件设计措施
软件设计提高可靠性的措施有很多,但原则都是在故障条件下进入初始化程序。工控机设计主要是采用:
• 未用存储器单元处理:将未用存储器单元填充FF(NOP),最后填充一条“JUMP to Reset routine”语句;
• 周期性地检测数据完整性(如Checksum);
• 周期性地刷新控制和数据寄存器,特别是I/O输出;
• 在程序中设置路标,不断检测程序是否按规定顺序执行;
• 重要数据进行冗余设计,保证关键任务的正确执行。
六 现场总线和工业Ethernet网络技术
网络化的结构、智能化的现场设备和现场化的控制功能是现代工业控制系统的主要特征。工控机为了满足现代控制系统的要求,引入了网络和现场总线设计技术。
IEC61158规定了8种现场总线标准,还有一些事实上的标准,如LonWorks和CAN总线等。由于各种现场总线具有某种行业适应性特点,在各种控制系统中还要并存相当长的时期。各种现场总线组成的设备层未来发展方向必然是通过工业Ethernet网实现互连,最后连接到Internet网。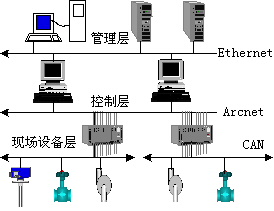
图2 工业系统网络结构模型
从控制策略的角度,常把控制系统的网络分成3个层次(实际应用中也可能是1个或2个层次):现场设备层、控制层和信息管理层。如图2所示。现场设备(传感器、变送器和执行器)通过现场总线互连到现场控制器。通讯信息简短、频繁、可靠,如CAN总线。控制层网络将现场控制器、操作站、工程师站互连到管理服务器上,实现信息传递、控制优化和管理优化。信息量大,信息传递可靠和具有时间确定性,如Arcnet。在信息层上实现企业管理网络化,进一步实现管理优化,及时进行生产协调、调度。最后与Internet互连,实现远程管理,如Ethernet。
CAN总线作为最初设计在汽车内部的网络,已逐渐成为流行的现场设备层互连网络。
Arcnet是70年代作为办公自动化网络发展起来的,但因其信息传递快速、时间确定性和支持远距离扩展而非常适合控制技术,在工业自动化领域取得了成功。Arcnet网络传输速率也由传统的2.5Mbps提高到10Mbps。
Ethernet网络在工业上的应用已经成为工业控制技术的一个热门话题,引出了“工业Ethernet技术”。Ethernet网络在工业现场应用必须解决以下几个关键技术问题:① Ethernet网络双绞线的低幅信号、RJ45连接器和易受外界干扰冲击的碰撞侦测电路是否能达到工业标准抗扰度;② 网络传输的确定性问题是否能解决;③ 应用层协议的标准化问题,以实现互操作;④ Ethernet网络的信息安全性问题。
七 操作系统和组态软件
在实时工业控制系统中,应用软件的性能在很大程度上决定着整个控制系统的性能。工业控制系统的复杂性对软件产品提出了很高的要求。过去由硬件制造商或系统应用单位自行研制应用软件的状况,已经不适应系统对可靠性、可用性、可维护性、进度以及其它性能指标的要求,需要由第三方专业软件公司提供成熟的、高性能的软件产品。
工控机需要配置的软件产品主要有两种:嵌入式实时多任务操作系统和监控组态软件。
2000年世界销量排在前6位的嵌入式操作系统有VxWorks、Embedded Windows、pSOS、Embedded Linux、Nucleus以及VRTX,常用的还有QNX和中软实时嵌入式Linux操作系统等。选择嵌入式实时多任务操作系统除了评测其实时性设计、嵌入式设计和可靠性设计技术特点外,还要注重其开发环境的开放和友好程度。由于中软实时嵌入式Linux操作系统是基于开放源码的自由软件Linux操作系统设计的,而且具有自主产权,因此国内越来越多的控制系统已经采用或计划采用。
组态的概念起源于“Configuration”,是指使用软件工具对计算机和软件的资源进行配置,使计算机或程序按照预先设置自动执行。一个好的组态软件应具有良好的开放性,容易与其它应用软件接口,实现数据共享。
国内应用比较多的组态软件有亚控的“组态王”、昆仑的“MCGS”以及大庆三维科技股份有限公司的力控软件(ForceControl)等。国外著名软件有Intellution的iFIX、Wonderware的Intouch、Nema Soft的Paragon TNT、National Instruments的LabView、Iconics的Genesis、信肯通的Think&Do,以及法国Alter Sys公司的Virgo2000等。
八 结语
国家非常重视工控机技术的发展以及对工业自动化和国防自动化的推动作用,为此在“十五”期间设立了“工业控制计算机和以工业控制计算机为基础的开放式控制系统”产业化的重大专项,并将专项落实到了“航天科技集团502所康拓公司”。IPC和CompactPCI总线工控机是国家下大力气发展的两种主要工控机系统,也是开放式控制系统的基石。随着我国工控机技术的进步并逐渐与国际接轨,相信经过3~5年的时间,国产IPC和CompactPCI总线工控机及其开放式控制系统必将在国内控制系统市场上逐步占有主要份额,并将打入国际市场,为国家和世界经济的发展作出应有的贡献。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号