



.jpg)



当前位置:首页»案例
- Premium PLC在薄膜拉伸线上的应用
-
企业: 控制网 日期: 2003-11-27 领域: PLC&PAC 点击数: 1324 杨宏亮
1 系统概述
双向拉伸塑料薄膜具有现代包装皇后的美称,是国民经济和人民生活不可缺少的一种材料。其生产技术较为复杂,生产工艺要求严格。除原材料处理系统和薄膜后处理工序外,一条完整的双向拉伸塑料薄膜生产线可分为:挤出成型(EXT/CR)、纵向拉伸(MDO)、横向拉伸(TDO)、牵引处理(PRS)和卷取(WD)五大部分。各部分生产工艺的稳定运行非常重要,直接影响到薄膜的成型和质量。双向拉伸塑料薄膜产品的厚度最大60微米,最薄仅有6微米,生产线速度从每分钟几十米到三百多米不等。在薄膜拉伸生产过程中要求对温度、压力、张力、速度等进行稳定、精确地控制,这就涉及到如温度控制调节器,工艺冷却水的水温、水压,热交换器用的热媒介质的压力和温度,电机速度调节器等环节和参数。要想实现这些参数的稳定,并且达到较好地配合,可采用多种方法实现。随着微电子技术的发展,PLC产品在其功能和性能指标上都得到了极大地丰富和完善。因此,应用PLC的一些特殊功能模块(如PID调节模块)和一些普通的I/O模块对双向拉伸薄膜生产线的各个参数进行自动控制,并且通过PLC和变频器之间的通讯实现对整个生产线的网络控制也成为一种先进的控制方法。实践证明,采用此方法达到了良好的效果。
2 系统构成
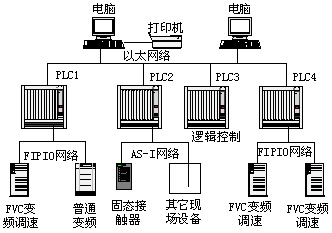
图1 薄膜拉伸线生产控制系统构成图
如图1所示,本系统上位机部分选用两台上位机(其中一台备用)配以FIX软件包及Windows NT操作界面。PLC部分选用施耐德公司的Premium PLC,采用以太网总线、FIPIO总线、AS-I网总线将上位机和PLC及各执行机构连接起来。该系统具有结构简单、成本低、响应快速、抗干扰能力强、运行可靠、功能强大等特点。执行机构主要有FVC闭环磁通矢量控制变频器、普通变频器、固态接触器、电磁阀、薄膜调节阀、电动控制阀、FVC变频调速电动机及三相异步电动机等。
3 PLC实现的功能
本系统依据双向拉伸薄膜生产线生产工艺的要求及设备控制系统的特点分为四个部分,各部分控制相对独立。在此阐述两个部分:① PID调节部分(包括温度控制、压力调节等参数控制);② PLC和变频器的通讯部分。3.1 PlD调节部分
PID控制回路的操作包括三个不同的阶段:采集一个或多个测量和设定点;执行PID控制算法;送出适合于执行机构特性的命令,执行机构是由离散或模拟输出控制。PID控制主要通过PID控制单元,该单元具有以下特性:① l00ms高速采样周期。② 数字滤波器衰减输入噪音,控制输入意外干扰,使PID控制成为有效的快速响应系统。③ 多种输出规格可供选择。④ 8组数据设置,8个数值(如设定点SP和报警设置值)可以预置在8个数据组中。⑤ 可以用数据设定器输入和显示当前值。⑥ 利用先行PID控制器及自动调谐的特性获得稳定的PID控制。⑦ 可用PLC程序输入和检索数据,通过人机接口实现对PID的控制。同时也可通过PLC的程序实现双PID控制,从而实现了各处温度的稳定、精确控制。
PID控制可以分为本地控制和远程控制两种模式。远程控制指通过PLC实现的控制,分为自动和手动两种方式,自动控制即由PLC进行全自动控制,不需要进行人工干预。手动控制即在上位机上给定一个阀位输出值,通过PLC对阀位进行控制,手动方式时内部设定点不与测量值校准。在正常情况下都是在远程控制模式下的自动状态运行,并且每个PID控制回路的设定值(SV)、过程值(PV)、输出值都可以在上位机上用数字显示,同时在上位机上可以修改各区段的温度、压力等每个控制回路的PID参数,如SV、P值、I值、D值,操作界面非常友好、直观。
3.2 PLC与变频器的通讯
本项目中采用了FIPIO Net开放式的现场总线来实现PLC与变频器之间的通讯。FIPIO Net有很多特点:① 为开放式现场总线网络,使用双绞线介质,符合FIPIO Net总线标准的国内外各生产厂商的机器均可连接,其结构简单、即插即用、调试方便。② 它支持广泛的数据处理操作,从通常的ON/OFF数据处理到条形码读入器的数据位操作。主从操作方式、多点拓扑结构。③ 保证波特率为1Mbps,节点数(从设备)32个(带中继器时128个),节点间无中继器时1 000m(带中继器时15 000m)的数据传输距离,因而在较长的生产线上应用简单方便。
过去通常采用模拟量信号(4~20mA或0~10V)来控制变频器的输出频率,从而实现节能或调速的要求。但上述两种信号在传输过程中容易受到干扰,造成系统的不稳定;同时模拟量信号精度较低,不能在精度要求较高的系统中应用。采用通讯的方式来控制变频器的输出频率,是一种纯数字化的控制,无需经过模拟量的变换,传输是纯数字化的串行传输,精度高且抗干扰性好,变频器的输出频率非常稳定。配合高质量的FVC变频电机,实现了高精度的速度控制,使各拉伸区段的张力保持稳定。同时,还可以通过FIPIO网络将变频器的运行状态及故障信息等在上位机上显示出来。
4 调试运行中应注意的问题
PLC控制系统、各种网络通讯及变频器在安装调试中需注意以下几点:
① 做好系统的接地工作,接地电阻必须小于4欧姆。
② 在布线上做好系统的信号控制线、网络线的屏蔽和接地工作,并与动力线分开放置。
③ 为PLC及变频器控制系统提供一个合适的工作环境温度,功率超过75kW的变频器需加强冷却通风。
④ 正确地将电机和编码器的参数写入对应的矢量控制变频器。FIPIO通讯卡、AS-I模块(传感器―执行器接口)的地址不能重复。
⑤ 调试的步骤:先单机,后联动;先低速,后高速;最后联动运行。
⑥ 及时将调试运行的参数存储,尽快实现最优化控制。
5 结语
该系统在双向拉伸塑料薄膜生产线上运行稳定,控制精度高,系统响应速度快,薄膜产品的厚薄偏差情况较早期的控制系统得到改善,大膜卷取质量得到了提高,受到使用者的好评。由于该系统在改造前,使用了大量的分立元器件,抗干扰能力差,工艺参数波动较大且设备维护工作量大。改造后能完全实现高度集中、快速响应、安全的网络化控制,实现了集中控制和管理;生产过程效率高、降低了能量和物料的消耗;自动化程度高,降低了工人的劳动强度;人机对话方便,易于调整工艺参数,有利于提高产品质量和更换产品规格,便于过程数据的采集和记录,可为+生产操作人员提供详尽的资料,从而进一步优化工艺参数、提高产品质量。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号