



.jpg)



当前位置:首页»案例
- 配料系统三级计算机管理控制与实现
-
企业: 控制网 日期: 2004-10-27 领域: PLC&PAC 点击数: 1793 赵佰亭 杭柏林 申洪雷
1 前言
在橡胶、印钞、油墨等行业的生产中,按固定的配方准确配料是保证产品质量的关键工序之一。配方中除主料量大外,往往还有各种辅助原料,其配比精度常常以克为单位进行调配,准确性对产品的性能和质量影响很大。配料的现状是:(1) 辅料品种多,有大量特性复杂,颜色、形状一样,但物理、化学特性不一样的物料。一旦操作人员精神稍不集中,很容易配错物料,其后果损失相当严重。(2) 人工配料劳动强度大、效率低;受人为因素的影响,配料精度难以控制,无法保证各批次产品质量的稳定性和均一性。(3) 物料粉料居多,比重小,很容易漂浮在空气中,对环境污染严重,且有些物料还会影响人们的身心健康。(4) 传统的给料设备和控制方法难以解决对不同物料实现高精度称量。
针对这些特殊行业的现状,实现工业化批量连续生产,是改变配料现状和保证产品质量的当务之急。青岛高校软控股份有限公司研制了“高精度自动配料称量系统”,该系统是集生产工艺、自动配料、光机电一体、环保、自动控制、计算机监控和管理等技术综合应用的高科技数字化产品,解决了这些行业物料品种多、物性复杂、称量精度高、环境污染严重等难题,具有机电一体、软硬结合、管控兼备的特点。该系统的成功应用改变了橡胶、印钞、油墨生产装备的水平,创造了民族工业的品牌,为橡胶、印钞、油墨行业作出了突出的贡献,特别是人民币印刷色差的一致性受到了国际印钞业的好评。
2 配料系统结构
配料系统结构如图1所示,采用多工位、环形结构设计,根据配方设定,多种物料单独、分别同时称量,混合配比,全自动化生产运行方式,降低工人劳动强度,极大地提高了生产效率。采用单料单秤、总秤校验的称量方式,根据物料特性和量程选择高精度的秤和配料控制器,设计了不同形式的加料器,并且设计有校验秤确保称量精度。

图1 配料系统结构示意图
以前基本采用人工配料,生产效率低且产品质量不稳定;为了提高生产效率,研制了全自动多工位、多料仓、多秤同时工作的环形配料装置。假设每个工位用G表示,则:G1 G2…Gi…Gn(i=1,2……n),n为系统工位数,其中G1、Gn+1同在一个位置,若起点位置为G1,终点位置为Gn+1,将起点和终点放在一个位置可减少人员,便于操作。其工作过程如下:在起点操作人员将集料袋放在集料筐内,生产线前进一个工位,每种物料由微机控制,判断是否称量,其条件是集料筐内有集料袋,且在该配方中有该物料及称量没结束。而终点将配好的集料袋卸下,装上空的集料袋重新进入生产线。该生产线的特点是集料袋从起点到终点收集一圈物料完成一个配方,称完一种物料输送线推动集料筐前进一个工位。
在Gi工位上,物料i由进料机构控制下料,所下的物料在秤斗中,由安装在秤斗上的秤进行重量测定,并与配方中设定的值进行比较。当达到设定值时,停止给料,由出料机构控制打开卸料门,料斗中的物料卸到集料筐内。每种物料的流程是一样的,动作也是相同的,每种物料采用相同的控制手段进行单物料称量,多工位并行工作,由上位机统一监控。配料装置的结构示意图如图2所示。
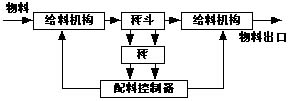
图2 配料装置结构示意图
3 三级计算机控制方案
整个配料系统采用多工位、多秤同时工作的方式,对控制系统的实时性要求很高。根据各配料工位操作具有相同动作的特点,设计了三级计算机控制的方案,即设备控制级、系统控制级和管理级,对配料系统进行管理和控制。网络结构如图3所示。
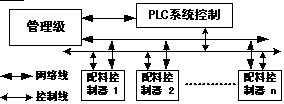
图3 配料计算机控制系统原理图
3.1 设备控制级
设备控制级是整个系统指令的具体执行者,功能是控制单种物料配料的全部动作,采用智能配料控制器,可以按照上位机规定的要求设定称量重量和允许误差值,并能按系统控制指令,自动完成称量、给料、破拱、卸料等动作。
3.2 系统控制级
控制级是小料称量系统的控制核心,采用工业上专用的PLC作为中心控制计算机,控制整个系统的运行、保证控制系统的可靠性。每台配料控制器,在接到PLC发出的指令后进行操作,每个动作、信号的控制均由PLC进行,控制称量、报警、输送等动作。
在整个控制系统中,分自动工作方式和手动工作方式。自动工作方式,即整个系统的全部动作均自动完成,也就是由计算机控制完成,使系统达到最高的生产效率状态。自动部分有自动称量、自动卸料、集料筐自动输送、自动校验,动作准确连续,严格按工艺要求进行。手动工作方式,主要在系统调试时或系统维护时使用,每个动作由操作按钮控制完成,极大的方便了系统调试和维护。
3.3 管理级
管理级采用个人计算机,与系统控制级、设备控制级通过现场总线构成小型计算机管理网。主要完成配方管理(含配方输入、配方修改、配方打印、配方复制等)、配方运行(含配方下传、参数下传、配方运行)、数据报表(含日报表、运行记录、物料统计等)、参数设置(含生产量及相关参数),还包括系统运行状态的监视、数据采集、完成生产量、故障提示报警、料仓低料位报警等功能。考虑系统调试维护的方便,现场控制部分分为手动控制和自动控制两种工作方式。手动工作方式就是每个动作由人工操作完成;自动工作方式就是按工艺规定的动作顺序进行,由计算机自动控制完成。通过管理计算机能完全反映出整个系统的运行情况。
4 控制方案的实现
整个方案的制定体现了网络化管理和实时监控的思想,集控制和管理于一体。通过工业现场总线,将设备控制级、系统控制级和管理级联成一体,通过高速度的通讯和数据采集,使实时管理和控制成为可能。下面分别介绍控制方案三级的具体实现。
4.1 设备控制级的实现
智能配料控制器是控制系统的关键装备,目前国内外同类产品还没有能够完成单种物料自动配料功能和满足系统控制指令要求的配料控制器。公司按照配料系统的要求,在美国TOLEDO硬件产品的基础上,开发了具有自主知识产权的智能配料控制器,具有控制可靠、可编程、灵活性高等优点,将现代的自适应、模糊控制方法、预估控制等,在该控制器成功地得到了应用。采用C51多任务实时操作系统及现场总线技术,实现了管理控制实时性,降低了成本。在具体应用中,解决了以下主要因素影响的问题:(1)物料的粘度:在相同的环境中和同一给料装置下,不同的物料给料的速度不同,因而造成调试困难,称量精度难以控制。(2)物料的比重:因物料的比重不同,采用同一装置,给料速度也不同。(3)环境的影响:环境的温度、湿度变化将导致物料粘度、比重等物理特性的变化。主体要是物料的粘度随温度的增加而增加,导致物料容易起拱、结块,对称量不利。(4)由于控制给料装置和控制装置的非线性,即使在相同的控制方法和控制量下,各给料装置的振动力和给料速度均是不同的。而且还针对给料装置的控制、研制了无级调速装置。实现了精确加料,并很好的解决了配料速度与精度的矛盾。由于该控制器的成功应用,实现了分散控制,提高了系统的实时性、可靠性、可维护性、可扩展性等系统功能。
4.2 系统控制级的实现
系统在总体设计时每部分是并行工作的,也就是说多个配料控制器同时动作,进行配料称量,这样大大提高了称量效率,同时也对系统控制级提出了严格的要求。系统的控制级采用工业上专用的PLC作为中心控制计算机,解决了自动开车和自动停车两个关键性问题。但在开车和停车阶段,要根据系统运行的条件,逐步投入自动工作。也就是说,小料配料系统有两个主要环节,即自动称量和集料筐输送线,这两部分是按集料筐输送、自动称量、校验顺序进行动作的。而集料筐输送线每前进一次,就有一个工位投入自动称量,必须使每个部分都进入工作状态时,才能达到同时工作。开车、停车时,要增加对系统工作状态的判断和控制,本系统很好地实现了自动开车和停车。就一般的控制系统而言,手动控制需待运行稳定后,才投入自动运行。工业上应用的PLC有很多种类,不同的PLC有不同的接口通讯方式,这在以往的配料系统中造成了控制的复杂多样化,给设计造成了很大的困难。本系统的系统控制级解决了不同PLC的接口通讯问题,实现了管理级与控制级多种PLC的对接,包括三菱Fx、A、Q系列,西门子S7-300、S7-400系列,AB SLC-500系列,以及欧姆龙C200HE系列,大大提高了系统的通用性。
4.3 管理级的实现
根据对用户需求的详细调查分析,设计了系统的上位机管理软件,主要功能包括对配方和原材料的管理、对生产进行实时监控及各种数据的汇总报表。系统软件采用面向对象的编程语言进行开发和设计,功能强大,用户界面友好,采用数据对各种重要数据进行保存、处理,保证了数据的安全性和可查性,对提高产品质量提供了保障。软件同时对用户权限进行了分类和限制,授予技术人员和操作人员不同的操作权限,例如技术人员可以获得全部权限,可以添加修改配方以及报表统计等;而操作人员只能设定生产数量,而无权修改配方,加强了生产管理和技术保密,对提高产品质量安全提供了有力保障。
(1) 物料管理
物料管理实现了对原材料的管理和记录。每个工位使用的原材料均不相同,对不同工位的原材料在上位机录入和编号,应用了条行码质量追溯技术,在料仓上设有汽缸锁,只有在条码枪扫描的条码信号与录入原材料编号条码一致时,才能打开料仓门进行投料操作,从根本上杜绝了投料的误操作。
(2) 配方管理
配方管理(如图4所示)的主要功能是对配方的建立、修改及打印进行管理。软件采用数据库的方式对配方数据进行处理,将所有配方数据存于一个表单中,根据配方名称的不同来区分配方的数据,通过采用标准SQL语句,可以方便的实现对配方数据的查询和修改。

图4 配方管理
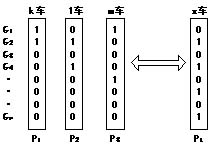
图5 配方队列示意图
在以往的配料系统中,使用PLC无法实现连续配方的生产,配方数目有限,生产效率低。本系统由上位机对配方进行管理,实现了无限配方及连续配方运行。假设每个工位用G表示,则:G1 G2…Gi…Gn(i=1,2……n),n为系统工位数,每个工位对应不同的物料,假设配方用P表示,则:P1 P2…Pi…Pt(i=1,2……t),t为配方数。假设称量队列中有t个配方需要称量,配方P1 P2…Pi…Pt分别需要称量k、l、m……x车,在各配方中需要称量物料的对应关系如图5所示。图中1表示该配方中有该工位的物料,0表示没有,所有的配方形成一个队列。上位机给系统的各个工位设置标志位,如下:

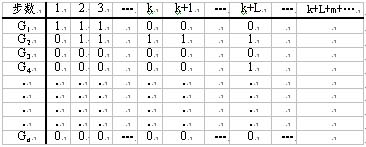
当配方需要Gi工位称量时,上位机给Gi工位置1,否则置零。称量过程中,上位机不是给配料控制器直接下传配方,而是对配方进行处理,统计每个配方需要称量的物料,从而确定需要称量的工位号,确定各工位的标志位,然后给各工位的标志位置位。各个工位即根据标志位判断是否称量,同时下传工位要称量的重量、允差等。按照配方P1 P2…Pi…Pt,上位机给标志位置位,生成一个n×(k+l+m+…)矩阵,如表1所示。步数也就是生产的车数,当完成一步后,由后面的配方递补,总步数为k+l+m+…+t。当添加新的配方Pt+1时,Pt+1在队列最后面排队,当一个配方开始生产而又未生产完成时,就可以对后面的配方任意的删除、变更、更改优先级。
表1 标志位矩阵
(3) 生产监控
生产监控实现了在生产过程中,对每个工位的称量情况的实时远程监控。系统应用现场总线技术通讯,通讯速率高,采用动画形式,能同步反映称量过程以及系统的各种状态,真正实现了对现场设备运行情况的实时监控,同时具有故障报警功能,对系统出现的故障进行报警,提高了操作人员故障处理的方便性。
(4) 报表统计
称量报表对生产过程中每一条配方的每一车物料的称量情况进行记录和统计,详细记录了每种物料的具体称量值,并将数据存储于SQL数据库,保证了数据的安全性和可查性。
统计报表可以对任意时间段各种物料的消耗量进行记录和统计。在以往的人工对物料消耗统计的过程中,工作量大、效率低,还很容易出错;而通过统计报表,实时地对物料的消耗进行记录和统计,可以随时得到任意物料、任意时间段的物料总消耗,大大降低了人员的工作量,提高了统计的准确度,方便了成本核算,为成本核算提供了可靠的数据依据。
5 结论
采用三级计算机控制,通过工业现场总线将分布在各处的配料单元连接起来,实现了配料系统的网络化管理,可以在上位计算机上实现对配方和原材料的管理、对生产进行实时监控及各种数据的汇总报表的管理,具有结构灵活、人机界面好、集控制和管理于一体等优点。该系统功能全面,工作稳定可靠,可以满足各种配料生产的要求,已在“十五”国家重大技术装备载重子午胎成套设备研制“小料自动配料称量系统”和“印钞油墨配料系统”中得到应用,并通过国家验收。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号