



.jpg)



当前位置:首页»案例
- FOPLC在污水处理行业中的应用
-
企业: 北京和利时系统工程有限公司 日期: 2005-06-14 领域: PLC&PAC 点击数: 985 系统构成
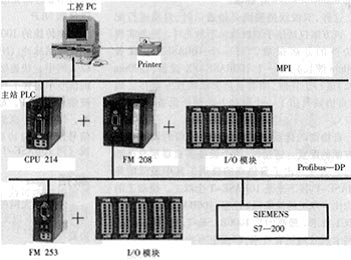
上位监控计算机是DELL GX240,运行的是Focsoft3.1监控软件,它通过MPI电缆和FOPLC进行双向通讯,既可以对FOPLC进行编程,也能对其传达指令及采集状态等。在主控FOPLC上配置一个Profibus-DP主站模块FM208,通过Profibus-DP现场总线连接数据采集从站及原有的西门子S7-200,FOPLC的从站模块是FM253,见图1。
系统功能简介
上位监控计算机采用Focsoft3.1监控软件,可显示10个工艺站及其设备在内的模拟画面,并可对系统中的所有设备进行远程操作和控制,并具备显示工艺布置图、实时动态参数、设备的工作状态及实时/历史报警信号、在线仪表的实时/历史趋势曲线、马达运行时间等功能,同时可进行离线/在线编程及设定参数的修改,编制和打印生产与管理报表,使生产管理人员一目了然当前生产运行情况。并可通过FOPLC调节监控厂区内的工艺设备运行。
控制方式
污水处理厂的主要电气设备采用FOPLC自动控制和就地控制箱两种方式。在MCC或就地控制箱上设有手动/自动转换开关。就地手动操作具有最高的优先权,FOPLC只有在转换开关置于自动位置时才能按照预先下载好的程序进行自动控制,同时电气设备的运行状况、故障信号及全部模拟量信号均被送至上位监控计算机。
工艺操作模式
1.粗格栅站的FOPLC控制
粗格栅站设2台粗格栅及1台螺旋输送机,将粗格栅的栅前和栅后的液位差计信号送至FOPLC,FOPLC在液位差达到给定值或时间间隔到时发出控制命令,启动相应的粗格栅,并且螺旋输送机与粗格栅进行联动。
2.进水泵池的FOPLC控制
进水泵池设4台潜水泵,其中1台变频调速泵,3台定速泵,3用一备。FOPLC采集液位信号,并根据设定的液位给定值,进行自动调节,开启、停止定速泵1台或2台、3台。
3.细格栅站的FOPLC控制
细格栅站设两台细格栅及1台螺旋输送机、1台栅渣压实机。FOPLC定时发出控制命令,启动相应的细格栅,并且螺旋输送机、栅渣压实机与粗格栅进行联动。
4.曝气沉沙池的FOPLC控制
曝气沉沙池系统设吸砂桥1台、吸砂泵2台、砂水分离器1台。FOPLC根据设定的时间周期,控制吸砂桥和吸砂泵定时运行,并且与砂水分离器联动。
5. A段曝气池的FOPLC控制
每个池子设有一个溶氧测式仪,FOPLC根据曝气池污水含氧量,通过空气管路上的调节阀控制曝气管路上的调节阀控制曝气管路的进气量用以改变充氧量,达到较好的曝气效果,节省能源。
6.A段污泥池的FOPLC控制
回流污泥泵池设有回流污泥泵3台,其中1台带有变频调速。剩余污泥泵2台。FOPLC根据回流泥值进行自动调节,开启、停止定速泵1台、2台或3台。FOPLC根据时间控制剩余污泥泵的开停,每天所需的剩余污泥将按一天内的时间间隔排放到污泥浓缩池中。自动转换参与运行的剩余污泥泵,使基运行时间均等。FOPLC根据液位下限实现停泵的保护。
7. A沉淀池的FOPLC控制
FOPLC对每个池子中的乔泥桥进行远程控制。
8.鼓风机房的FOPLC控制
鼓风机房共有两台鼓风机。FOPLC通过控制电动调节阀调节进气量,保证溶氧值在设定值范围内。
9.脱水机房
其控制功能由生产厂家实现完成,但在上位监控计算机可监测到脱水机房各设备的工作状态。
10.高压检测
FOPLC采集1号、2号进线柜和1号、2号变压器柜的电压、电流、有功功率、无功功率信号,并将它们送往上位监控计算机进行监控。运行结果
整个自控系统采用北京和利时系统工程股份有限公司的FOPLC,系统运行良好,实现全厂工艺自动化,车间无人值守,保证了优质、低耗、安全供水。另外,由于自控系统采用MPI网和PROFIBUS DP现场总线,不仅节约了工程成本,也使系统具有较好的开放性,为后期工程作好了准备。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号