



.jpg)



当前位置:首页»案例
- S7-300 PLC和VB在铺排船控制系统中的应用
-
企业: 控制网 日期: 2008-03-02 领域: PLC&PAC 点击数: 1725  杜晓滔(1981-)
杜晓滔(1981-)
男,汉,硕士生,(武汉理工大学自动化学院,湖北 武汉 430063 ),研究方向为计算机检测及PLC控制
摘要:本文介绍了基于S7-300PLC和VB的铺排船控制系统,文中论述了如何运用S7-300PLC和工业控制计算机进行系统的架构与实现;运用VB进行上位监控系统的开发。并且对系统的软硬件设计和系统程序进行了分析说明。实践应用表明,该系统运行稳定可靠,实时性好,监控效果理想,使用方便。
关键词:现场总线;以太网;监控系统;开环控制系统Abstract: The control system of working ships which based on Siemens S7 - 300PLC and VB is introduced in this paper.This paper also describes how to construct the control system by applying the S7-300PLC and industrial control computer and the development of the supervision and control system using VB . The hardware and software design and system program are also presented in this paper. The practical application results show that the system has advantages of high stability and reliability, real time control, ideal monitoring effect and convenient operation.
Key words: field bus;ethernet;supervision and control system;open loop control system
1 引言
铺排船是用于工程施工的一种专用船舶,为一种非自航船舶。 铺排船的控制系统是整个铺排船工程施工作业的核心。目前随着国家对长江航道和沿海堤岸的整治力度的加大,为了能够保证工程的施工进度和施工质量,施工单位对铺排船控制系统所提出的要求越来越高,对其自动化程度的要求也越来越高。本文以某铺排船控制系统为例,就该项目的系统结构方案、配置原理、系统集成与通讯,以及实时监测和控制的实现,提出具体的解决方案,以实现整个系统高效运转,从而达到减少生产成本,提高设备的使用效率、使用寿命和提高工程施工质量加快工程施工进度为目的。
2 控制与监控系统的架构与实现
2.1 系统概述
铺排船控制系统由移船绞车机构(4台移船绞车、 2台锚绞车及其它配套设备)、卷筒机构(导梁、卡排梁、刹车等)、滑板机构(主、副滑板及其它配套设备)和其它附属机构(克令吊等)等组成。铺排船施工作业系统的驱动全部采用液压系统完成,通过PLC控制网络达到控制的目的(全船设有3个PLC子站和一个PLC主站)。铺排船控制系统通过采集GPS信号、水深信号、船舶吃水信号、滑板角度信号、船舶横纵倾斜信号、设备动作信号等多种信号来作为控制的依据。根据现场生产需要的不同要求,铺排船控制系统设计有机旁手动控制、计算机手动控制(远程集控)和计算机自动控制(全自动控制)三种作业方式。系统结构如图1所示。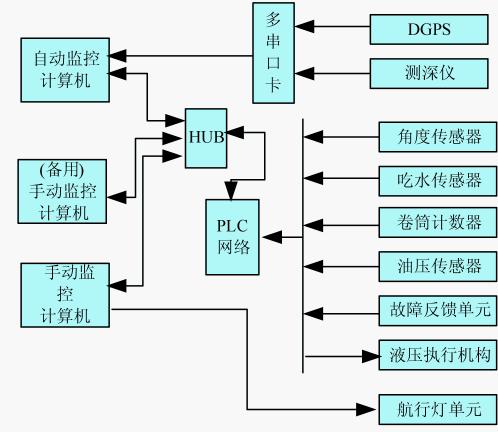
图1 系统结构框图2.2 全船控制系统
对于工业控制领域来说,一个控制系统组建的好与坏、先进与否、实用与否,会在系统的运行过程中直接体现出来的,为了能出色的完成铺排任务,达到系统的最高控制要求,以及以后有利于控制系统近一步升级和改造。系统采用了PLC作为控制系统的核心,而且采用两级控制网络方式来完成监控与控制任务。具体概述如下,全船的PLC控制系统采用基于Profibus-DP 的现场总线来组网。在船的艏、舯和艉分别设立三个ET200M分布式I/O设备的PLC 子站(模块化的DP从站),在驾驶室(集控室)设PLC 主站(DP主站),通过Profibus专用通讯电缆线依次按照集控室、艉部、舯部、艏部的顺序把DP主站和三个DP从站进行串联连接,来构成PLC控制系统。艏、舯和艉的机旁操纵台采用硬接线的方法,来实现它的控制和监控设备与其对应子站的I/O连接,从而达到机旁监控的目的。机旁操纵台设有相应的控制手柄、按钮、报警灯,显示仪表等。在驾驶室(集控室)的PLC 主站,向上通过工业以态网(Ethernet)与设在集中控制操纵台上的一台自动铺排工业控制计算机,一台手动监控工业控制计算机和一台冗余的手动监控工业控制计算机进行连接,以组成工业以态网,DGPS和多通道测深仪通过多串口卡与自动铺排工业控制计算机进行连接。航行灯和雾笛控制单元通过串口与手动铺排工业控制计算机进行连接。船姿、滑板角度、船体四脚吃水、七台油泵的压力、各移船绞车的压力和土工布卷筒计数等多种测量信号全部由PLC进行采集处理,用于上位显示或经运算后作为控制的依据,由此构成一个完整的监控系统。此系统只要通过多点接口(MPI)把应用程序下载给PLC一次,以后就可以用上位机通过以太网与PLC进行通讯,完全省去了每次调试时需要准备额外电脑与专用编程电缆的麻烦。在集中控制操纵台上,手动监控工业控制计算机和自动联动监控工业控制计算机的显示器上都配有触摸屏面板,取代了以往铺排船上的专用触摸屏,做到了集控室的命令发送可由鼠标单击或点击触摸面板的相应位置两种方式来完成,并且工控机的运算处理功能明显要优于专用触摸屏。PLC 监控系统结构如图2 所示。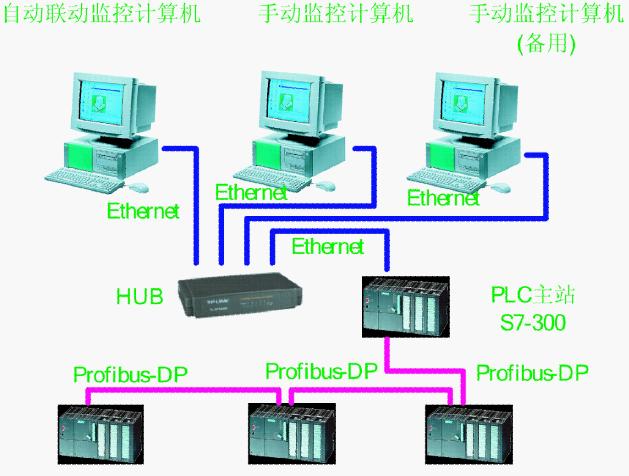
图2 PLC监控系统结构图主站和子站均采用西门子S7 系列PLC,主站CPU为315-2DP,子站为ET200M分布式I/O设备。本系统的机旁手动、远程集控是两种完全独立的作业模式,其中机旁手动采用硬接线模式与PLC连接进行监控,远程集控采用了通过硬接线与PLC连接和通过以太网与PLC通讯相结合的方式来达到监控目的。这样可以保证在其中一种控制方式出现问题,仍可采用另一种方式来进行施工的。并且远程集控还配有冗余的计算机,以确保系统的安全性、冗余性。自控联动是在依靠远程集控的部分监控功能有效的基础之上来进行自控联动的操纵命令的作业模式,不具备其独立性的作业模式。以上三种作业模式的优先级别为机旁手动、远程集控、自动联动,机旁手动具有绝对的优先权。
2.3 上位监控系统的设计
系统采用SIMATIC NET 组态OPC 服务器, 并用VB 设计OPC 客户端, 通过OPC实现PC 上位机与SIEMENS PLC S7- 300 动态的数据交换。 OPC 规范通常包括两套接口: 自动化接口(Automation Interface)与定制接口(Custom Interface ) , 定制接口为使用C /C++的客户提供服务, 自动化接口支持VBA 的所有应用程序。本系统采用自动化接口,系统中的上位监控系统OPC接口通过网络把最下层的控制设备的原始数据提供给做为数据的使用者的PC上位机自动化应用程序, OPC 客户端与服务器采用同步方式进行数据交换。
系统监控界面的各个面板都具有其独特的优势,其设计本着监控参数的图形动画表达的思想来完成,并且保证报警处理具有多点同时报警处理功能,提供报警信息的显示,登录,部分提供用户应答功能。航行信号灯界面布局的设计与实物是完全对应的,并且灯的颜色与实际灯的颜色也是完全一样的,使用户对信号灯的监控变的相当的简单。各个泵,阀的压力设计成虚拟仪表,与现实中的模拟表盘是一样的,并且采用了阻尼震荡,保证了由于微小数字采集量的变化不会引起表盘指针的抖动,具用数字表的显示精度,模拟表易于观察的优点。模拟现实中的转换开关,把雾笛的多档控制功能全部含盖于其中,每一个控制档对应相应控制功能,不会由于人为原因产生误操作。采用各种样式的信号指示灯来表达各个设备的运行与否,是否出现故障等。并且有些指示灯是属于带灯按钮,还起到对设备的控制作用。对于油泵和溢流阀等重要设备的控制采用二次确认的控制方式来完成,并且有帮助提醒,来引导操作人员进行操作。通过上述监控系统界面的设计,能够做到驾控台除了控制手柄之外,无机械触点。所有的控制与监视命令全部由上位机来完成。
3 系统程序设计
由于系统属于开环控制系统,且控制设备较多,要实现的功能也较多,所以采用相应控制功能分块编程(既把系统分为若干子程序),统一调用的方式来完成的。这样可以保证系统各个功能具有一定的相互独立性、相互参考性,而且对于后期系统的维护都会带来巨大的方便。以下对程序的结构进行一下简单的概述。系统程序分为计算机手动控制,艏部机旁控制,舯部机旁控制,艉部机旁控制,模拟量数据采集,泵和刹车控制,信号灯和蜂鸣器报警消音控制,雾笛控制,溢流阀控制,和自动联动控制等。其中模拟量的数据采集,设备的刹车控制,信号灯与蜂鸣器报警消音控制,雾笛控制,溢流阀控制属于公用控制模式,无论采用那种作业模式,系统都要用到,系统直接调用,属于一级调用。艏部机旁控制、舯部机旁控制、艉部机旁控制是在机旁手动/集中转换开关打在机旁时进行调用上述三个程序的,属于二级调用。计算机手动控制,自动联动控制是在机旁控制权转换到集中控制,并且监控室的计算机手动/自动转换开关打在相应的一个状态时才能进行调用,属于三级调用。其系统程序调用流向如图3所示。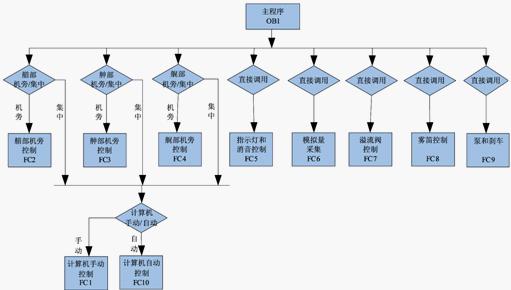
图3 系统程序调用流向图4 结语
铺排船控制系统的核心是基于S7-300 PLC的控制网络和VB开发的上位监控界面,通过以太网实现上位机与PLC的通讯。以太网的结构为总线型,S7-300 PLC的控制网络是应用PROFIBUS现场总线技术中的PROFIBUS-DP来组网的。运用VB开发的上位监控界面应该是本系统的一个很大的亮点:首先它含有系统中的所有监控功能;其次它抛弃了应用组态软件来开发,进而受其限制的缺点;最后由于它的应用,节省了许多机械触点与控制器的I/O点,进而使外部电路设计简单、可靠性提高,使用户在集控室操作方便、直观,并且使驾控室的操作台布局更加美观,跟得上国际的潮流。总体来说,本文的控制系统是一个控制层次比较鲜明的网络化开环控制系统,在现实中很有实用价值,并且已经接受了实践的考验,对于以后其它类似工程应用中的控制系统设计具有一定的指导意义。
其它作者:
李志宏(1965-):男,汉,硕士生导师,副教授,研究方向:计算机检测及PLC控制,嵌入式控制参考文献
[1] 廖常初.PLC 编程及应用[M].北京机械工业出版社,2002.
[2] 西门子S7-300 参考手册. 西门子(中国)有限公司.
[3] 张显库,任光,刘军,赵卫军.综合船舶监控系统设计[J].中国造船,2002,43(2):71-80.
[4] 陈积明,王智,孙优贤.工业以太网的研究现状及展望[J].化工自动化及仪表,2001 ,28(6):22-25.
[5] 李腊元,李春林.计算机网络技术[M].国防工业出版社,2001-7.
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号