



.jpg)



当前位置:首页»案例
- PLC在机械手搬运控制系统中的应用
-
企业: 控制网 日期: 2008-03-02 领域: PLC&PAC 点击数: 4121  张应金(1973-)
张应金(1973-)
男,汉族,现任河南化学工业高级技工学校助理讲师。(河南化学工业高级技工技校,河南 开封 475002 ),研究方向为职教电工、电子学。
摘要:机械手是在机械化、自动化生产过程中发展起来的一种新型装置。它可在空间抓、放、搬运物体等,动作灵活多样,广泛应用在工业生产和其他领域内。应用PLC控制机械手能实现各种规定的工序动作,不仅可以提高产品的质量与产量,而且对保障人身安全,改善劳动环境,减轻劳动强度,提高劳动生产率,节约原材料消耗以及降低生产成本,有着十分重要的意义。本文以日本三菱FX2N-48MR型的PLC为基础,介绍PLC在机械手搬运控制中的应用,并给出了详细的PLC程序设计过程。该程序已在工业机械手中获得了广泛应用,具有稳定、可靠的性能。
关键词:PLC;机械手;控制;应用Abstract: The manipulator is a new device developed in the mechanized, automatic production process. It can grab, put and carry object, etc. in the space. Because of its flexiblility, the manipulator is widely used in industrial producing and other fields. Manipulator with PLC control can complete various specified procedural actions. Not only can it enhance quality and output, but also it is meaningful to ensure the personal security, improve the working environment, lower labour intensity, raise labour productivity, save the raw materials consumption and reduce the production cost. Based on the PLC of Japanese Mitsubishi FX2N-48MR type, this paper introduces PLC application in manipulator transportation control system, and provides PLC programming process in detail. This program which performs stably and reliably has been extensively applied to industrial manipulators.
Key words: PLC;Manipulator;Control;Application
1 机械结构和控制要求
如图1所示是一个将工件由A处传送到B处的机械手示意图,机械手的上升/下降和左移/右移的执行用双线圈二位电磁阀推动气缸完成。其中上升与下降对应电磁阀的线圈分别为YV1与YV2,左行、右行对应电磁阀的线圈分别为YV3与YV4。当某个电磁阀线圈通电,就一直保持现有的机械动作,直到相对的另一线圈通电为止。气动机械手的夹紧、松开的动作由只有一个线圈的两位电磁阀驱动的气缸完成,线圈(YV5)断电夹住工件,线圈(YV5)通电,松开工件,以防止停电时的工件跌落。机械手的工作臂都设有上、下限位和左、右限位的位置开关SQ1、SQ2和SQ3、SQ4,夹持装置不带限位开关,它是通过一定的延时来表示其夹持动作的完成。机械手在最上面、最左边且除松开的电磁线圈(YV5)通电外其它线圈全部断电的状态为机械手的原位。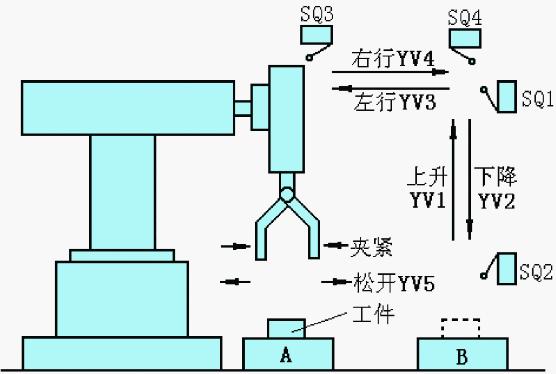
图1 机械手示意图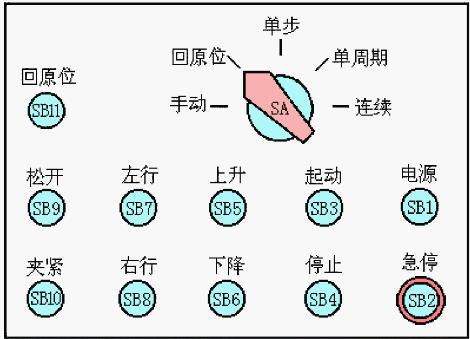
图2 机械手操作面板示意图机械手的操作面板分布情况如图2所示,机械手具有手动、单步、单周期、连续和回原位五种工作方式,用开关SA进行选择。手动工作方式时,用各操作按钮(SB5、SB6、SB7、SB8、SB9、SB10、SB11)来点动执行相应的各动作;单步工作方式时,每按一次起动按钮(SB3),向前执行一步动作;单周期工作方式时,机械手在原位,按下起动按钮SB3,自动地执行一个工作周期的动作,最后返回原位(如果在动作过程中按下停止按钮SB4,机械手停在该工序上,再按下起动按钮SB3,则又从该工序继续工作,最后停在原位);连续工作方式时,机械手在原位,按下起动按钮(SB3),机械手就连续重复进行工作(如果按下停止按钮SB4,机械手运行到原位后停止);返回原位工作方式时,按下“回原位”按钮SB11,机械手自动回到原位状态。
2 LC的I/O分配
如图3所示为PLC的I/O接线图,选用FX2N-48MR的PLC,系统共有18个输入设备和5个输出设备分别占用PLC的18个输入点和5个输出点。为了保证在紧急情况下(包括PLC发生故障时),能可靠地切断PLC的负载电源,设置了交流接触器KM。在PLC开始运行时按下“电源”按钮SB1,使KM线圈得电并自锁,KM的主触点接通,给输出设备提供电源;出现紧急情况时,按下“急停”按钮SB2,KM触点断开电源。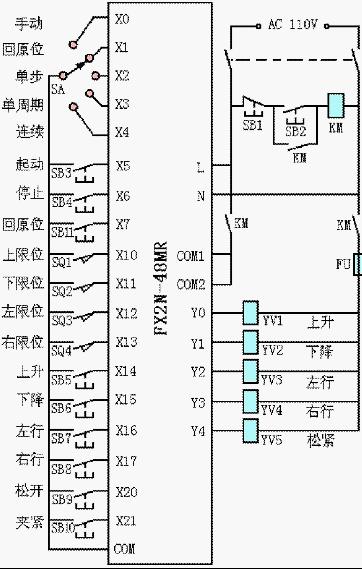
图3 PLC的I/O接线图图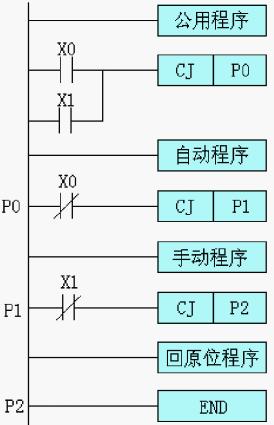
图4 机械手系统PLC梯形图的总体结构3 PLC程序设计
3.1 程序的总体结构
如图4所示为机械手系统的PLC梯形图程序的总体结构,将程序分为公用程序、自动程序、手动程序和回原位程序四个部分,其中自动程序包括单步、单周期和连续工作的程序,这是因为它们的工作都是按照同样的顺序进行,所以将它们合在一起编程更加简单。梯形图中使用跳转指令使得自动程序、手动程序和回原位程序不会同时执行。假设选择“手动”方式,则X0为ON、X1为OFF,此时PLC执行完公用程序后,将跳过自动程序到P0处,由于X0常闭触点为断开,故执行“手动程序”,执行到P1处,由于X1常闭触点为闭合,所以又跳过回原位程序到P2处;假设选择分“回原位”方式,则X0为OFF、X1为ON,跳过自动程序和手动程序执行回原位程序;假设选择“单步”或“单周期”或“连续”方式,则X0、X1均为OFF,此时执行完自动程序后,跳过手动程序和回原位程序。
3.2 各部分程序的设计
(1)公用程序
公用程序如图5所示,左限位开关X12、上限位开关X10的常开触点和表示机械手松开的Y4的常开触点的串联电路接通时,辅助继电器M0变为ON,表示机械手在原位。
公用程序用于自动程序和手动程序相互切换的处理,当系统处于手动工作方式时,必须将除初始步以外的各步对应的辅助继电器(M11-M18)复位,同时将表示连续工作状态的M1复位,否则当系统从自动工作方式切换到手动工作方式,然后又返回自动工作方式时,可能会出现同时有两个活动步的异常情况,引起错误的动作。
当机械手处于原点状态(M0为ON),在开始执行用户程序(M8002为ON)、系统处于手动状态或回原点状态(X0或X1为ON)时,初始步对应的M1O将被置位,为进入单步、单同期和连续工作方式作好准备。如果此时M0为OFF状态,M1O将被复位,初始步为不活动步,系统不能在单步、单周期和连续工作方式下工作。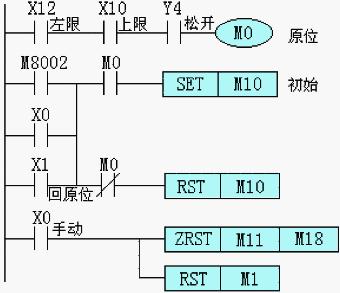
图5 公用程序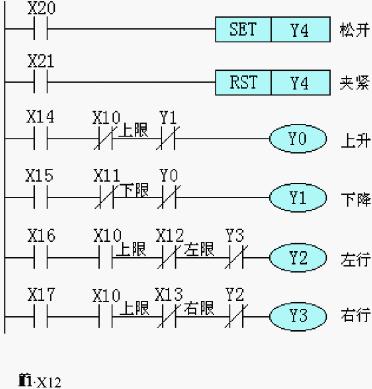
图6 手动程序(2)手动程序
手动程序如图6所示,手动工作时用X14~X21对应的6个按钮控制机械手的上升、下降、左行、右行、松开和夹紧。为了保证系统的安全运行,在手动程序中设置了一些必要的联锁,例如上升与下降之间、左行与右行之间的互锁;上升、下降、左行、右行的限位;上限位开关X10的常开触点与控制左、右行的 Y2和 Y3的线圈串联,使得机械手升到最高位置才能左右移动,以防止机械手在较低位置运行时与别的物体碰撞。
(3)自动程序
如图7所示为机械手系统自动程序的功能表图。使用通用指令的编程方式设计出的自动程序如图8所示。
系统工作在连续、单周期(非单步)工作方式时,X2的常闭触点接通,使M2(转换允许)ON,串联在各步电路中的M2的常开触点接通,允许步与步之间的转换。
假设选择的是单周期工作方式,此时X3为ON, X1和X2的常闭触点闭合,M2为ON,允许转换。在初始步时按下起动按钮X5,在M11的电路中,M1O、X5、M2的常开触点和X12的常闭触点均接通,使M11为ON,系统进入下降步,Y1为ON,机械手下降;机械手碰到下限位开关X11时,M12变为ON,转换到夹紧步,Y4被复位,工件被夹紧;同时TO得电,2s以后TO的定时时间到,其常开触点接通,使系统进入上升步。系统将这样一步一步地往下工作,当机械手在步M18返回最左边时,X4为ON,因为此时不是连续工作方式, M1处于OFF状态,转换条件·X12满足,系统返回并停留在初始步M10。
在连续工作方式,X4为ON,在初始状态按下起动按钮X5,与单周期工作方式时相同,M11变为ON,机械手下降,与此同时,控制连续工作的M1为ON,往后的工作过程与单周期工作方式相同。当机械手在步M18返回最左边时,X12为ON,因为M1为ON,转换条件M7·X4满足,系统将返回步M11,反复连续地工作下去。按下停止按钮X6后,M1变为OFF,但是系统不会立即停止工作,在完成当前工作周期的全部动作后,在步M18返回最左边,左限位开关X12为ON,转换条件·X12满足,系统才返回并停留在初始步。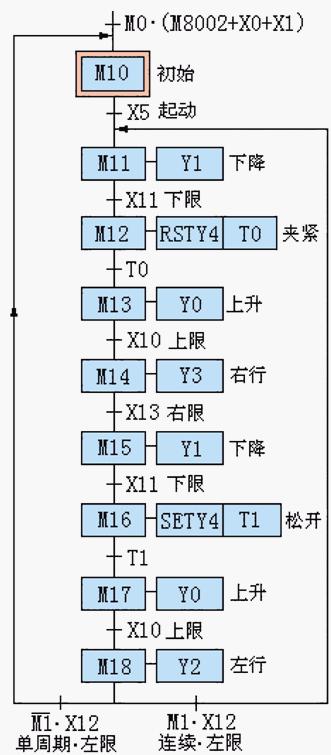
图7 自动程序的功能表图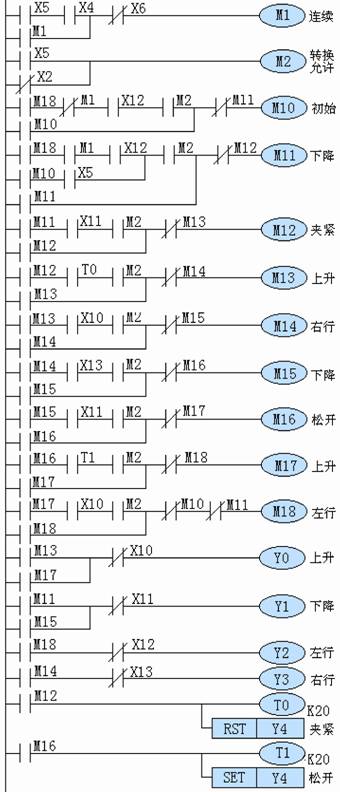
图8 自动程序如果系统处于单步工作方式,X2为ON,它的常闭触点断开,“转换允许”辅助继电器M2在一般情况下为OFF,不允许步与步之间的转换。设系统处于初始状态,M10为ON,按下起动按钮X5,M2变为ON,使M11为ON,系统进入下降步。放开起动按钮后, M2马上变为OFF。在下降步, YO得电,机械手降到下限位开关X11处时,与YO线圈串联的X11的常闭触点断开,使YO的线圈断电,机械手停止下降。X11的常开触点闭合后,如果没有按起动按钮, X5和M2处于OFF状态,一直要等到按下起动按钮,M5和M2变为ON,M2的常开触点接通,转换条件X11才能使M12接通,M12得电并自保持,系统才能由下降步进入夹紧步。以后在完成某一步的操作后,都必须按一次起动按钮,系统才能进入下一步。
在输出程序部分,X10~X13的常闭触点是为单步工作方式设置的。以下降为例,当小车碰到限位开关X11后,与下降步对应的辅助继电器M11不会马上变为OFF,如果YO的线圈不与X11的常闭触点串联,机械手不能停在下限位开关X11处,还会继续下降,这种情况下可能造成事故。
(4)回原点程序
如图9所示为机械手自动回原点程序的梯形图。在回原点工作方式(X1为ON),按下回原点起动按钮X7,M3变为ON,机械手松开和上升,升到上限位开关时X10为ON,机械手左行,到左限位处时,X12变为ON,左行停止并将M3复位。这时原点条件满足,M0为ON,在公用程序中,初始步M0被置位,为进入单周期、连续和单步工作方式作好了准备。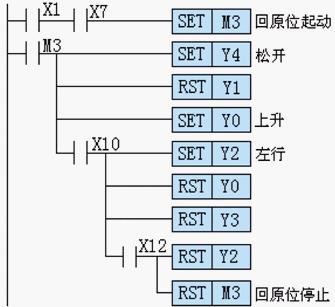
图9 回原位程序3.3 程序综合与模拟调试
由于在各部分程序设计时已经考虑各部分之间的相互关系,因此只要将公用程序(图5)、手动程序(图6)、自动程序(图8)和回原位程序(图9)按照机械手程序总体结构(图4)综合起来即为机械手控制系统的PLC程序。
模拟调试时各部分程序可先分别调试,然后再进行全部程序的调试,也可直接进行全部程序的调试。
4 结束语
本文介绍了日本三菱公司生产的FX2N-48MR型的PLC在机械手搬运控制中的设计应用。说明了机械手动作的程序设计方法。本文介绍的程序已在实际生产中获得了成功的应用。
参考文献
[1]李全利.可编程控制器及其网络系统的综合应用技术[M].北京:机械工业出版社,2005,134-149.
[2]成大光.机械设计手册〔S〕.北京:化学工业出版社,2000.146-153.
[3]程光蕴.机械设计〔M〕.北京:高教出版社,1999.113-156.
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号