



.jpg)



当前位置:首页»案例
- 基于PLC和变频技术控制的金属涂覆生产线
-
企业: 控制网 日期: 2008-05-13 领域: PLC&PAC 点击数: 915  赵红顺(1966-)
赵红顺(1966-)
女,江苏宜兴人,硕士,副教授,( 常州机电职业技术学院,江苏 常州 213164) ,主要从事自动化领域教学与研究。
摘要:本文以实际工程项目为背景,在分析金属涂覆生产线工艺流程及控制需求基础上,进行了电气控制系统总体方案的论证,并采用变频技术和PLC技术设计生产线的电气控制系统,探讨了基于PROFIBUS现场总线的生产线网络化控制方案。运行效果表明,系统性能稳定、人机界面友好、操作简便,能满足对新型金属涂覆生产线安全高效运行的要求。
关键词:金属涂覆生产线;变频器; PLCAbstract: This paper takes real project as the background, demonstrates the overall scheme of electric control system based on the analysis of process flow of the washing production line and control demand, designs the electric control system for the washing production line by converter and PLC technology, and discusses the network control project of production line based on the PROFIBUS. The operation result indicates that the stable system performance, the friendly MMI and the easy operation can meet the requirements of safe and high-efficient operation for new washing production line.
Key words: washing production line; converter; PLC
1 引言
金属涂覆生产线主要实现金属表面涂膜工艺,它采用新型的金属涂液喷涂在金属表面,然后通过不同温度段的高温烧结处理,渗透到金属表面达到耐磨损、耐腐蚀提高表面质量的效果。与传统的电镀、喷漆工艺相比较,金属表面涂膜工艺几乎没什么污染,而且表面质量可以达到很高的要求。
金属涂覆生产线主要由涂覆机、喷涂机械、烧结炉等部分组成。涂覆机主要完成小工件的表面喷涂工艺;喷涂机械主要对大工件表面进行喷涂;烧结炉用来对喷涂过的工件进行高温烧结,使涂层牢固地渗入工件表层,提高工件表面质量。
2 生产线工艺流程
2.1 小工件涂覆机
涂覆机主要由上料起吊机构、浸液机构、甩干机构和下料翻转机构组成,如图1所示。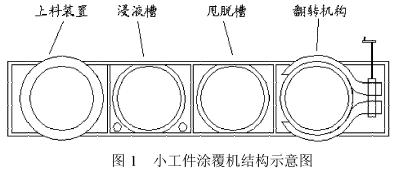
小工件经前道工序处理后装入一个不锈钢小篮框内,由葫芦吊入浸液槽,浸液槽内装满达克罗涂液,工件经一定时间的浸泡后,再由葫芦吊起放入到甩脱机构中甩干后,翻转机构再把工件送到烧结炉的输送带上。
浸液槽中涂液的温度要保持恒温,温度的控制要由调温水箱来完成,调温水箱包括冷水箱和温水箱。冷温水箱都装有温度传感器,用温控仪控制来达到恒温效果;同样,浸液槽中也设有温度传感器,以检测涂液的温度,当涂液温度高时,通入冷水到浸液槽外壁,使涂液温度降低;当涂液温度低时,通入热水,使涂液温度升高。另外,为保证涂液充满工件表面,本装置还配有气阀系统,就是把空气通入浸液槽,使涂液翻腾,浸透工件。
在甩脱机构中,为了使工件表面的涂液均匀,要求甩桶要变速,能连续正反转。工件经甩脱后,有残液产生,残液可由涂液回收泵定时抽回浸液槽。
翻转机构由翻转电动机实现正反转控制,并设有左限位和右限位保护。
2.2 喷涂机械
喷涂机械主要是为大型工件表面喷涂而设置的,它由四个工位组成,如图2所示。经前道工序处理的大工件(主要是柜体)在上料工位由环形葫芦吊起,然后依次送到喷涂1#工位、喷涂2#工位,喷涂好以后,再送到下料工位,最后下料到烧结炉的输送带上进行高温处理。环形葫芦可以起吊货物,也可以在环链上行走。每个工位分别装有限位开关和按钮各一只,在下料工位还专门装了一只急停按钮,以防在下料工位,工件没卸下又往前走,损坏其它物件。
2.3 烧结炉
烧结炉是对表面涂覆过的工件进行表面热处理,使涂液牢固地渗入到金属表层,达到耐腐蚀、耐磨的工艺效果。烧结炉组成如图3所示。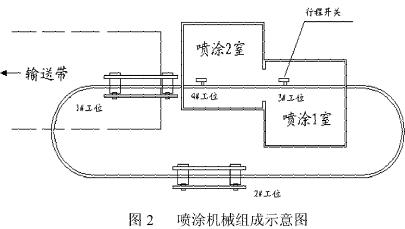
3 生产线控制系统的设计
3.1 总体方案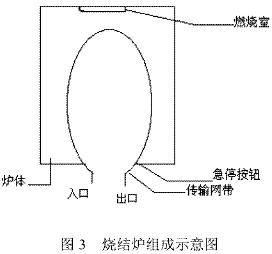
通过对金属涂覆生产线各组成部分控制要求的分析,确定其控制系统的总体设计原则是系统控制方便,现场工作状态能实时监控,各设备间数据能实现通信。具体方案如下:主要采用基于PROFIBUS现场总线的控制模式,涂覆机工位采用一台PLC,喷涂机械采用一台PLC控制,烧结炉采用一台PLC和智能仪表进行控制,集中室安装一台研华的工控机用MCGS组态软件进行监控和处理。PLC、智能仪表、工控机之间通过PROFIBUS接口进行通讯。
控制系统总体结构如图4所示。
3.2 电气控制系统设计
(1)甩脱电机采用的是变频调速,有六档速度,正转到反转的转换迅速,所以要有好的制动效果,必须配备制动电阻。把正转、反转、停止和速度转换开关提供的信号送入PLC,由PLC内部控制,从输出端送出控制信号到变频器。
(2)冷温水箱温度的控制:当冷温水的温度设定以后,温度将保持不变,温控器的触点信号送入PLC,由PLC输出控制加热器和制冷机,达到自动控制目的。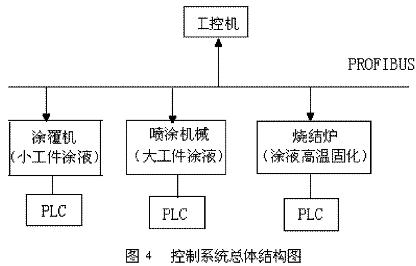
(3)浸液槽达克罗液的温度控制:由温控器检测液温,发信号给PLC,PLC作出判断,启动或停止调温水泵。甩脱电机的功率为5.5kW,考虑一定余量,我们选择7.5kW的变频器,森兰BT40S-7.5kW。
根据对各部分控制要求和输入输出信号的分析,选择三菱系列PLC,I/0点数为64。图5为PLC的外围接线。
4 运行效果
基于本文研究设计开发的金属涂覆生产线控制系统已投入实际运行,运行表明:系统性能稳定、人机界面友好、操作简便,能满足对新型金属涂覆生产线的安全高效运行的控制要求。
参考文献:
[1] 石秋洁.变频器应用基础[M].机械工业出版社,2003.
[2] 符红羽.PLC在涂装生产线中的应用[J].机电工程技术,2001(4):37-38.
[3] 廖常初.可编程控制器技术[M].重庆大学出版社,1998.
其他作者:
( 常州康迪自控设备厂,江苏 常州 213164)葛朝阳
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号