



.jpg)



当前位置:首页»案例
- PLC实现高炉上料系统的自动控制
-
企业: 控制网 日期: 2008-09-30 领域: 人机界面 点击数: 3560 
王盼盼(1983-)
女,山东菏泽人,硕士,主要从事工业控制及自动化方面的研究工作。
摘要:通过对高炉冶炼工艺及上料系统工作过程,为某钢铁厂关键词:
Abstract: Based on research of the blast furnace smelting technology and the working process on the feeding system, we designed and developed the blast furnace control system for oneKey words:
高炉上料装置是生产中的重要环节,提高其自动化水平,可以大大减轻工人劳动强度,提高生产效率,同时通过原料的精确配比,又可提升产品的品质和质量。本文简要介绍了PLC系统在高炉上料自动控制中的应用。该系统用PLC完成所有的过程控制、数据采集、自动调节、事故处理及报警等工作。工控机负责监控和人机对话,PLC和工控机通过动态数据交换,实现点对点通讯,控制与监控分开,可靠性高。该系统于2008年1月在建源钢铁公司
1 工艺流程
高炉上料系统是指从槽下供料到炉顶的设备将物料(烧结矿、焦炭等)装入炉内的全过程。该系统有4个杂矿仓、4个球团矿仓和6个烧结矿仓,烧结矿仓、球团矿仓经振动筛,杂矿仓经给料机后,按配料料单规定送称量料斗称量以后放料,由相应的皮带送到地坑称量漏斗。1#-4#四个焦炭仓下各有一台振动筛,焦炭没有中间称量漏斗,经振动筛直接送地坑的焦炭称量漏斗。地坑有左焦、左矿、右焦、右矿4个称量斗。料车到料坑后,坑斗把料放入料车,坑斗闸门关到位并且炉顶备好后,料车启动。两台料车按生产要求将槽下各种物料,由料车卷扬机提升到炉顶。经炉顶受料斗阀、上密封阀、节流调节阀、下密封阀,再经布料槽将物料均匀地布到炉内。
2 系统硬件设计及仪表设备
由于该
PLC由一个中央机架带I/O扩展机架和相应模板(PS、CPU、CP、DI、DO、AI、AO)组成,控制相应系统。
原料系统的各个矿石漏斗及坑斗和焦碳坑斗分别设有称量装置。信号进入计算机系统。
上料系统采用2台西门子矢量变频器进行控制[1],采用两套变频装置供电,变频器一用一备;
料车卷扬电机轴上设有测速发电机一台,旋转编码器一台,主令控制台一个。
探尺电机采用西门子直流全数字调速装置进行控制。探尺位置由旋转编码器检测,由PLC进行连锁及手动控制。
炉顶布料器采用西门子变频控制,由PLC根据工艺要求实现单环和多环布料控制。
3 高炉上料生产自动控制系统的设计
3.1 配料计算
冶炼一吨生铁,需要一定数量的矿石、溶剂和燃料(焦炭及喷吹燃料)[2]。对于炼铁现场来说,燃料的用量是预先确定的,是已知的量,各种矿和焦炭的重量系数是可变且可以设定的。配料计算的主要任务,就是求出在满足炉渣碱度要求的条件下冶炼规定成分的生铁所需要的矿石、溶剂数量。
配料的算法程序为:
d5=d1/d2*d3*d4;//(*生铁的SiO2重量系数,中间计算结果*)
cokedry=coke-coke*c1;//(*干燥焦炭的重量,中间计算结果*)
cokeoxid=cokedry*c2;//(*干燥焦炭的灰分重量,中间计算结果*)
cokecao=cokeoxid*c3;//(*干燥焦炭灰分的CaO重量,中间计算结果*)
cokesio2=cokeoxid*c4;//(*干燥焦炭灰分的SiO2重量,中间计算结果*)
n1=((b3-b1*d5)*oresum+cokesio2)*r2-cokecao;//(*烧结矿重量计算值的分子部分,考虑二元碱度的计算结果*)
n2=(b3-a3+(a1-b1)*d5)*r2+a2;//(*烧结矿重量计算值的分子部分,考虑二元碱度的计算结果*)
x=n1/n2;//(*烧结矿重量计算值,kg,考虑二元碱度的计算结果*)
y=oresum-x;//(*球团矿重量计算值,kg,考虑二元碱度的计算结果*)
m1=x*(a2+a4)+cokecao;//(*三元碱度的校核计算的分子部分,中间计算结果,熔渣的碱性*)
m2=x*(a3-a1*d5)+y*(b3-b1*d5)+cokesio2;//(*三元碱度的校核计算的分子部分,中间计算结果,熔渣的酸性*)
r3=m1/m2;//(*三元碱度的校核计算结果*)
算法中:
a1、a2、a3 、a4分别为:烧结矿中Fe、CaO、SiO2、MgO的重量系数,小数;
coke: 含水焦炭的重量,设定值,kg;c1: 含水焦炭的水分重量系数,小数;c2:干燥焦炭的灰分重量系数,小数;c3、c4分别为:干燥焦炭灰分的CaO、SiO2重量系数,小数;
d1:生铁的回收率系数,小数;d2、d3分别为:生铁的Fe、Si的重量系数,小数;d4: 生铁的SiO2与Si转换系数;r2: 熔渣的二元碱度;sum: 矿石总重量,设定值,kg;
3.2 槽下配料矩阵
该系统设计配料矩阵周期循环最多36车,适合异常情况下的特殊矩阵没定,并且操作简单明了,可在线设定修改。
配料矩阵设定用配料代号表示矿或焦,东、西矿各有4个代号对应4种配料方式,东、西焦则分别有2个代号对应。布料代码代表炉顶布料方式,用1,2,3,4,确定不同料的布料倾角、圈数和料流阀开度,布料代码与炉顶布料矩阵相联系周期标记用来确定料批是否结束或配料循环是否结束,66为罐标记,88为越位,99为批标记,100为返回,0代表走空车。每批料由一批矿或一批焦组成,每上完一车料,配料车次指针加1,一周期所有车次结束时,周期指针自动回到1。配料矩阵允许操作员在线设定修改,在任何位置均可加“附加焦”,不打乱周期程序。
3.3 称量自动化控制系统
焦炭部分控制过程为:按周期设定自动选仓,在具备上料的条件下(坑斗为空,闸门关到位),自动启动振动筛对焦坑斗受料。达到设定重量的控制值时停止,延时称量完毕等待放料。碎焦则经返1#碎焦皮带运到碎焦仓。
矿石部分则以烧结矿简述其控制过程:选取某烧结矿槽后在具备上料的条件下(漏斗为空,闸门关到位),开动振动筛把烧结矿卸入称量漏斗,当重量达到控制值时,停止振动筛,延时称重完毕。通常除空置和检修某个料槽外,各矿槽都是装满称重完毕的炉料待机卸料的[2]。放料时打开漏斗闸门,矿石落入1#矿皮带或2#矿皮带。当漏斗重量降到料空值时认为放料完毕,关闭闸门。皮带把矿石装入1#矿石坑斗或2#矿石坑斗。烧结矿经振动筛筛分后,筛下碎矿则经返碎矿皮带运到返矿仓。
另外,输送皮带、振动筛和称量斗等设备由于机械惯性和滞后的原因会引起高炉上料量的误差。因此,PLC的编程过程中,加入了称量补偿部分及余振量自动跟踪功能。补偿算法为:
(1)入炉量=料满值-料空值
(2)误差=设定值-入炉量
(3)下次设定值=标准设定值-误差
(4)本次提前量=满值-本次控制值
(5)下次提前量=上次提前量×系数+(1-系数)×本次提前量
(6)下次控制值=下次设定值+料空值-下次提前量
公式(5)中的系数:若振动筛的惯性大系数可选0.6一0.8;若振动筛惯性小,系数可选用0.1~0.3[1]。如果外部设备都运行正常(闸门、振动筛等),按以上公式进行补正,称量误差小于1%,达到设计指标。
3.4 卷扬及炉顶自动化
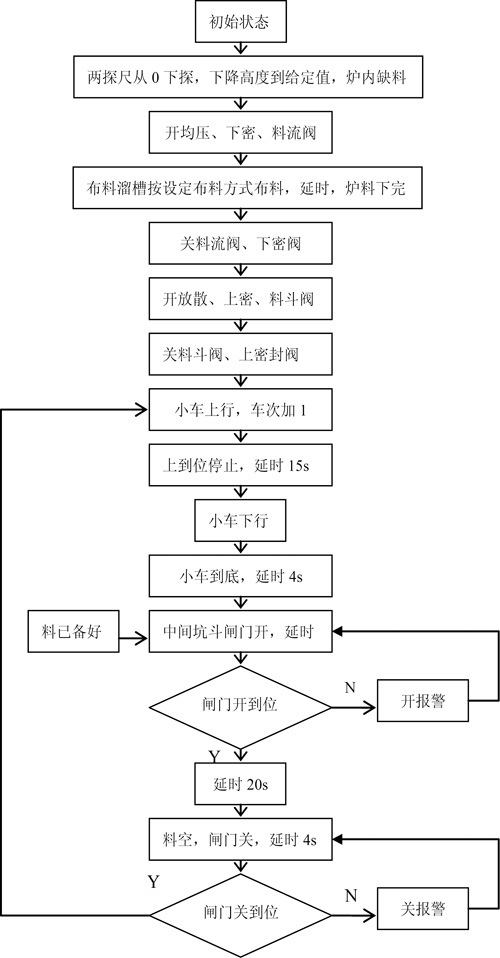
主卷扬机由两台电机拖动,根据料批程序自动控制;设备安全联锁控制,料车到料坑底发出到位信号,开始一个中间仓选仓自动过程后,料斗闸门打开,当料空且闸门关好后,发出上行信号;当每批料中第一车料到达上密封阀检查点时,检查上密是否关好,若未关好,料车停止,条件满足后,继续上行,将料装入受料斗;当料满且满足条件后,打开放散阀卸压,通过受料斗闸门及上密封阀向料罐装料,装料完毕,关闭料斗阀、上密封阀及放散阀,探尺探料降至规定料线深度提探尺,提尺同时打开两个均压阀向下罐均压,布料器倾动到位,打开下密封阀,在溜槽到达步进角位置时打开料流调节阀,用其开度大小来控制料流速度,炉料由布料溜槽布入炉内。布料溜槽每布一批料,其起始角均较前批料的起始角步进60°或120°。此过程的工艺流程如图1所示。
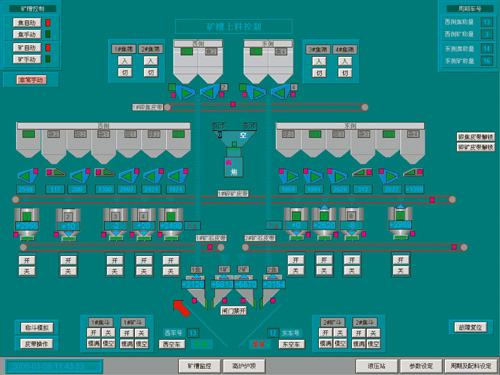
4 上料监控主画面
画面主要监控高炉上料全自动控制过程状态。主要显示高炉上料时的各种实时数据和现场设备状态,例如:东/西矿称量值、东/西焦炭称量值、东/西矿皮带状态、东/西返矿皮带状态、东/西焦碎焦皮带状态、振动筛状态、称量斗空/满状态等;显示批次及车次、料车位置大/小钟状态、均压阀和放散阀状态等;显示各种报警信息,例如缺料报警、超料报警、存料报警、电子秤报警、皮带报警、闸门报警、料车报警、以便能指导操作人员顺利操作。
有三种操作方式:
HMI自动操作方式:此种方式是当操作控制条件和工艺及设备连锁条件成立时,系统自动的完成一个工艺过程的控制(或动作)的控制操作方式。
HMI手动操作方式:此种方式是当操作控制条件和工艺及设备连锁条件成立时,人工依照工艺顺序分别对设备进行各种操作的单机控制操作方式。
机旁手动操作方式:此种操作方式是仅有单机设备自身最基本的安全连锁而无其它连锁,在机旁进行操作,这种方式主要用于检修和调试各系统的控制设备及仪表检测项目。
5 结束语
该系统实现了新一代电仪一体化、数据通讯网络及人机操作接口一体化;在建源
参考文献:
[1]吴忠智,吴加林.变频器应用手册(第二版) [M]. 北京:机械工业出版社,2002,63-65.
[2]周传典.高炉炼铁生产技术手册[M].北京:冶金工业出版社,2002,8.
[3]马竹梧. 炼铁生产自动化技术[M]. 北京:冶金工业出版社,2005,103-105.
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号