



.jpg)



当前位置:首页»案例
- ControlLogix在有机锡热稳定剂控制系统中的应用
-
企业: 控制网 日期: 2008-09-30 领域: 仪器仪表 点击数: 1602 
晏朋飞(1978-)
男,助理工程师,主要从事工业自动化控制系统的开发和应用工作。
摘要:本文介绍了有机锡热稳定剂的生产工艺过程,阐述了ControlLogix控制系统的组成及其监视和控制过程的实现。实践表明,ControlLogix系统作为一个高性能的控制平台具有结构简单、通讯能力强和性能优越等诸多优点,为提高工厂自动化水平提供了可靠的保障。
关键词:有机锡热稳定剂;ControlLogix;冗余;ControlNetAbstract: This paper introduces the production process of Organotin Heat Stabilizer, and describes composition of ControlLogix control system and realization of monitor and control process. The experiment shows that that as a high performance control platform the ControlLogix system is with the characteristics of simple structure, powerful communication capability and excellent performance. It improves reliability of the automatic level of factory.
Key words: Organotin Heat Stabilizer;ControlLogix;Redundancy;ControlNet
1 引言
近年来,随着控制技术、微机技术、网络和通信等技术的不断发展,越来越多的工厂自动化系统采用现场总线、分布式控制和集中信息管理的系统结构,实现从现场设备层到控制、管理各个层次的信息交互。这种结构大大的降低了工程成本,增强了系统的开放性和可维护性,缩短了设计开发周期[1]。美国Rockwell Automation公司的ControlLogix以其高可靠性、适应工业过程现场和强大的网络通讯能力等优点,正在不断应用于各种化工厂的生产工艺过程中[2]。
有机锡热稳定剂是PVC热稳定剂中的一种,具有高效热稳定性、高透明性、耐候性好和无毒环保等特点,适用于压延、吹塑、注塑等各种加工条件[3]。某化工厂是有机锡塑料热稳定剂生产厂商,在行业内处于领先地位。该厂二期工程建成后,具有甲基锡、丁基锡和辛基锡三条热稳定剂生产线,年产能达8000t。控制系统需要完成三条有机锡热稳定剂生产线工艺设备的实时控制、安全联锁、状态显示,工艺参数的越限报警、数据历史趋势记录和报表打印等功能。经研究分析决定,电控部分采用Rockwell Automation公司的 ControlLogix系统来实现三条生产线的实时监控。2 工艺过程介绍
甲基锡、丁基锡和辛基锡三条热稳定剂生产线工艺基本相似,工艺流程主要包括加料过程、混合反应、分相取样、转料脱水、循环过滤、成品包装六个部分。主要设备有各种原料储罐、反应釜、脱水罐、洗涤罐、质量流量计、泵与风机、调节阀、电磁阀和MCC等。
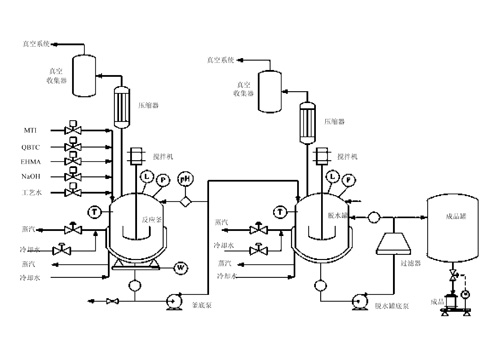
图1是甲基锡生产线的简易工艺流程图。
加料过程中,操作人员按照生产配方,在操作站上输入相应原料设定值及阀门开度,打开阀门,启动原料泵,将MTI、QBTC、EHMA等原料打至反应釜。加料时,采用变频和调节阀控制原料的流速,并经质量、体积流量计和称重仪实现对相应原料的计量。原料加入反应釜后,启动搅拌机,加入NaOH溶液反应,反应过程中,通过调节加碱速度、加碱量以及蒸汽和冷却水量保持反应釜中物料的温度和pH值稳定在一定范围之内来控制反应速度。加碱反应后,需要对反应釜中的物料进行沉降分相,并取分相样品送化验室。检验合格后,将底部水相通过重力分入污水处理系统。然后水洗搅拌,进行二次分相,将底部料相通过釜底泵转至脱水罐,开始向脱水罐吹N2,同时启动搅拌,并送入蒸汽进行升温,完成物料脱水。取样合格后,将冷却物料通过脱水罐底泵转入过滤罐进行循环过滤,过滤完成,得到的产品转入成品罐,完成成品包装。
2.1 称重控制
在反应釜加料过程中,采用质量流量计加电磁阀的方式来实现原料的称重控制,同时采用釜底称重仪进行校核。在原料管道中安装有Micromotion1700质量流量计,该流量计采用自适应220VAC/24VDC电源供电,4~20mA两线制输出,最大流量
2.2 pH值控制
在热稳定剂反应过程中,需要调整反应釜中溶液的pH值在5.5±0.5范围之内,pH值的调整是通过控制加入反应釜中的18%的NaOH溶液的量来实现的,运用ControlLogix中的PID指令,通过对pH值的PID控制,实现对调节阀开度的自动控制。如图2所示,PID指令将来自pH计测得的模拟量输入信号作为过程变量PV,将18%的NaOH调节阀的开度作为控制变量CV,通过PID调节,以保证过程变量PV达到所希望的设定值SP。
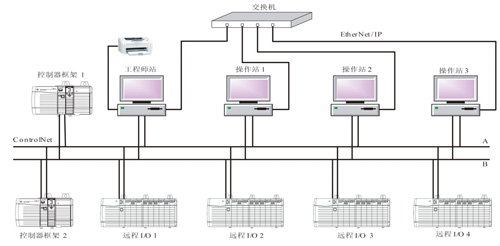
3 控制系统的构成与实现ControlLogix控制系统集顺序、过程、运动和传动控制为一体,采用模块化结构,用户可以自行设计和更改系统,极大地节省了费用和成本[4]。为保证系统控制和通讯的可靠性,本系统采用控制器框架冗余和ControlNet网络冗余结构。如图3所示,控制系统由2个控制器框架、4个远程I/O框架、3台操作站和1台工程师站及监控软件包等组成。
3.1 主控站
主控站采用两个完全相同的4槽冗余框架,每个框架内对应安装有一个Logix5555控制器、一个1756-CNBR通讯模块和一个1757-SRM冗余模块。Logix5555处理器是Rockwell Automation公司最新一代控制器,采用32位控制总线,其控制能力可达数字量128,000点、模拟量4000点。在其内核设计中具有通讯能力,从而大大提高了系统的通信性能。控制器冗余不需要进行额外编程,它对ControlNet网络上的其它设备都是透明的,只需用光纤连接两1757-SRM模块来保持两冗余框架之间的通讯。系统上电时,两台控制器竞争成为主控制器,之后保持一主一从同步运行,当主控制器出现故障时,通过1756-SRM冗余模块立即自动切换到备用控制器,保证了系统安全、可靠、连续运行。
3.2 远程站
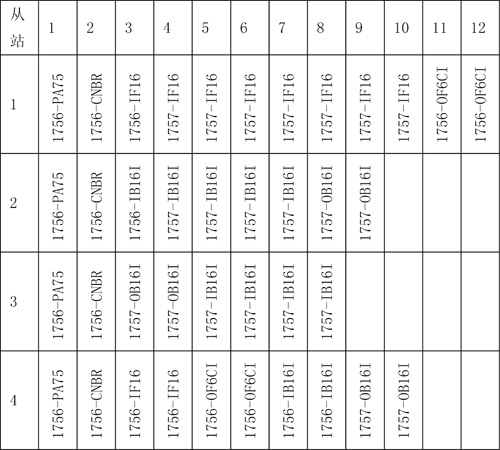
远程站选用1756-CNBR作为通讯模块,经通讯模块将4个远程I/O站接入ControlNet网络。远程站以点对点的接线方式连接到现场仪表设备,完成实时数据的采集和输出。由主控站处理器通过ControlNet网络下达各种控制量,以完成实际操作。4个远程站组件如表1所示。
表1 远程站组件
3.3 工程师站与操作站
工程师站和操作站均安装有Windows 2000操作系统和RSView32人机界面组态软件。其中,工程师站主要用于开发、编制、调试应用程序,规划和管理控制网络。而操作员站主要是对生产线工况进行状态监视、流程操作,即操作的人机接口,主要完成图形、状态、数据显示、历史趋势和数据存档、故障报警和记录、定时报表打印以及工艺设备选择、各类泵的启动、停车、急停、复位和速度给定等控制操作。
3.4 网络通讯
本系统采用的ControlNet网是一个开放的高速确定性网络,通信速率可达5Mbps,传输距离最长为
3.5 编程软件及监控画面
RSLogix5000软件开发平台提供了梯形图LD、功能块FBD、顺序功能表SFC和结构文本ST等编程方式。双机冗余系统中采用梯形图编程,如图4所示。梯形图作为传统的编程方式具有直观灵活、节省内存、效率高等优点。整个控制程序主要由数据采集、报警检测、称重控制、pH值控制、联锁控制等子程序模块组成。主程序采用任务方式对各个子模块进行顺序调用。本系统采用RSView32组态软件作为监控平台,通过RSLinx驱动软件与控制系统进行通讯,实现数据采集、实时监控、模拟工艺流程以及历史趋势和报表等信息管理功能。RSView32内置Visual Basic for Applications(VBA)编程语言,可以实现对RSView32项目的扩展和自定义。支持OPC标准,可以快速、方便地与众多生产制造商的硬件设备实现可靠的通讯,同时还可以作为OPC服务器向其它OPC客户端提供服务。RSView32的标签配置、报警配置和数据记录都与ODBC完全兼容,能最大限度的提高生产率。
监控系统由甲基线、丁基线、辛基线、原料1、原料2、原料3、废气废水、锅炉、循环水、趋势图和报警等画面组成,实时监控的参数包括原料储罐和反应釜的液位、温度、压力、PH值,流量计的流速、阀门开度、变频输出百分比、泵和阀的状态等。如图5所示,画面全面直观的反映了有机锡稳定剂生产的全部过程。
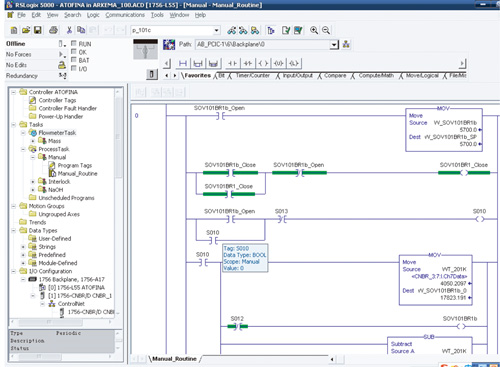
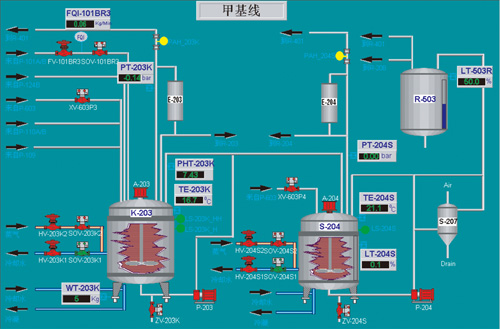
图5 甲基线监控画面
4 结束语
该项目已成功投产,运行稳定,实现了有机锡热稳定剂生产线工艺设备的监视与控制。ControlLogix系统作为一个高性能的控制平台具有结构简单、性能优越、系统可靠性高、编程调试方便快捷,监控界面友好和通讯能力强等诸多特点,为提高工厂自动化水平提供了可靠的保障。参考文献:
[1] 薛兴昌. 工业自动化的技术发展 [J]. 冶金自动化,2003,(z1):1-4.
[2] 田力. ControlLogix在乳清蒸发系统中的应用 [J]. 自动化技术与应用,2005,(6):58-59.
[3] 钱庆荣. 有机锡热稳定剂的研究进展 [J]. 塑料科技,2002,(1):34-36.
[4] 孙宏伟. ControlLogix在大型顺序控制系统中的应用 [J]. 电气时代,2004,(5):74-76.
[5] 孙伟. A-B 通讯网络在冀东水泥厂生产一线改造中的实施 [J]. 自动化博览,2001,(1):13-14.
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号