



.jpg)



当前位置:首页»案例
- 基于KINGVIEW软件的监控系统在汽车涂装车间的应用----Application of Kingview Configuration System in Automobile Works
-
企业: 控制网 日期: 2009-02-16 领域: 仪器仪表 点击数: 1321  王伟东 (1981-)
王伟东 (1981-)
男,山东牟平人,学士学位,主要从事汽车行业自动化的研究、设计和调试工作及市政行业上位机组态软件的应用研究和产品定义工作。
摘要:通过若干汽车厂的涂装车间的工程实践,详细论述Kingview监控组态软件在汽车涂装车间监控的具体实现方法和前景。
关键词:PMC;kingview;汽车;涂装
Abstract: In this paper, the kingview configure system of paint shop is introduced through lots of project, and the implementation method and prospect of the system is elaborated in detail.
Key words: PMC; Kingview; Automobile; Paint
1 引言
PMC(Production monitor contro1)是现代化企业汽车管理中不可获缺的一部分,将车间中的生产过程实时数据,生产统计数据有效整合,已经成为企业信息化解决方案中不可缺少的一环,作者结合近些年来的工程实践经验,并结合Kingview组态软件强大技术上的优势,阐述该组态软件在汽车厂涂装车间的解决方案。
2 应用背景
汽车行业的PMC(Production monitor contro1)监控系统的现场数据信息来源于车间的工业网络,系统中包含了工业Ethemet技术、现场总线技术、AVI(Automtic Vehicle Identification)识别系统、ANDON信息管理系统以及HMI等技术。通过上述技术完成车间设备的工艺参数的采集、数据信息的传输、为企业实现完全信息化提供数据平台。涂装车间的PMC应用最为典型,涂装车间一般分为三层空间,三层空间里安置了如下工艺设备:前处理设备;电泳设备(包括电泳周边设备:纯水设备、超滤设备和冷冻设备);烘干设备;喷漆设备(包括喷漆周边设备:集中供漆);空调送排风;机械化运输运系统。传统意义上来讲,如果每一个工段都设置操作维护人员,势必给涂装车间增加大幅的人力成本;如果不能及时的得到生产线目前的运行或者故障状况,势必增加维修时间,降低产量;如果不能给车间的管理人员及时提供产能信息,势必增加管理人员的工作负担,从而降低了工作效率。鉴于此,利用KINGVIEW软件的强大的上位机监控功能,通过软件组态,可将现场生产参数及状态以画面或文本方式显示,提供管理人员现场的实时信息,并可提供数据存档记录功能,以供管理员分析生产工艺参数及确定现场故障的解决方案,目标是实现涂装车间的无人化管理。
3 解决方案
3.1 网络架构
典型的网络系统结构图如图1所示。图1 网络系统结构图该计算机中央监控系统配备了5台监控计算机,
其中第一台是数据采集站,作为I/O Server 专门负责现场数据采集(可接显示终端),为了实现数据安全,两台I/O Server 采用双机备份的方式,一台设备发生故障并以毫秒级的速度切换到另一台;第二台是备份服务器,当其中一台服务器发生故障时,自动切换到本台服务器;第三台是监控数据管理站,安装KingHistorian数据库软件,主要功能为读取I/O Server数据库内的相关数据,加以处理后进行统计并保存;第四台作PMC浏览器,作为客户端,从I/O Server读取数据库内的信息,建立显示界面并对设备的运行状况进行实时监视,统计报表;第五台作PMC浏览器,作为客户端,从I/O Server读取数据库内的信息,建立显示界面并对设备的运行状况进行实时监视,报警监控以及实时曲线的绘制。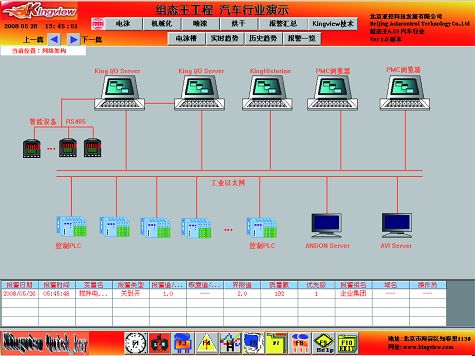
图1 网络架构
3.2 现场数据采集途径
Kingview为许多用户假定系统在现场设有30个PLC站,通过插在PLC上的以太网模块实现PLC之间的数据信息传送和交换。现在以三菱Q系列PLC为例,进行阐述现场数据采集途径。
现以三菱PLC为例来阐述。三菱PLC网络:采用H网模块组成PLC网络,再根据车间工艺流程和生产控制要求以及现场位置情况,在中央控制室设立PLC主站,再通过PLC主站上的以太网模块通过网络交换机与计算机相连。现场PLC的需要监视的数据通过编制程序写入三菱H网网络元件中,网络上的每一个站均能够读出网络元件中的数值,中央监视计算机通过以太网卡、网络交换机和中控室PLC(三菱H网控制站)上的以太网模块联接,数据交换在中央监视计算机与中控室PLC之间进行。
针对现场智能仪表,采取组建RS485网络与中控室内KingI/O Server进行数据传输。Kinghistory 可对来自工业以态网上的其它计算机上的数据进行采集、保存,专门为管理人员提供信息接口。
3.3 PMC中央监控画面内容
根据整个涂装车间的工艺流程、工艺参数和监控要求,将画面分为l1部分:(1)主画面;(2)前处理设备;(3)电泳设备(包括电泳周边设备:纯水设备、超滤设备和冷冻设备);(4)烘干设备;(5)喷漆设备(包括喷漆周边设备:集中供漆);(6)空调送排风;(7)机械化运输运系统;(8)生产统计;(9)控制柜状态;(10)报警汇总;(11)报表画面。为了展示组态王强大的功能以及在汽车领域的优势,本文着重阐述喷漆车间的若干典型的工艺流程。
3.3.1电泳工艺(如图2所示)
按现场工件实际运行顺序显示出该设备的所有功能块数据信息,如槽体液位、槽液温度、室体的送排风运行状况,该设备的报警信息,整个设备中的车体数量,以及一些相关设备的运行状况。电泳设备布置图,如图3 所示,通过画面监控,可以及时了解到电泳过车的全过程,对过车中的重点信息进行提示,电泳槽的液位、温度、整流电源高压段电压、整流电源低压段电压,并可针对以上参数建立历史记录,为报表查询提供数据。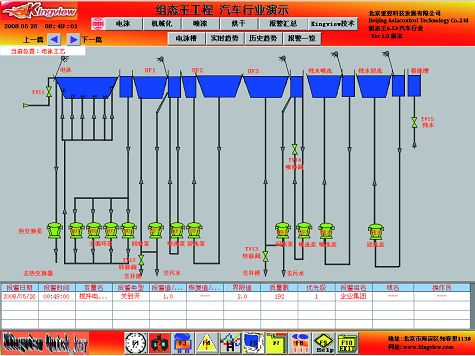
图2 电泳
3.3.2机械化运输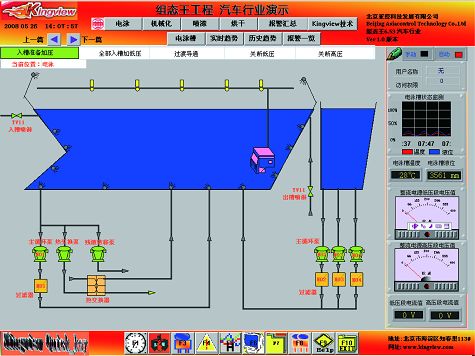
图3 电泳槽
根据设备的平面布置图显示滑橇输送系统若干个区的单链、双链、移行机、旋转移行机、电动滚床、旋转滚床、升降机各设备的运行状态、运行状态。一般的涂装车间分三层标高,即需要做三幅监控画面来显示各层设备的状态。涂装车间机运系统一层布置图,如图4所示显示出小修室、大返修路线、质量检查等工位上设备的运行状况和报警信息。
3.3.3喷漆设备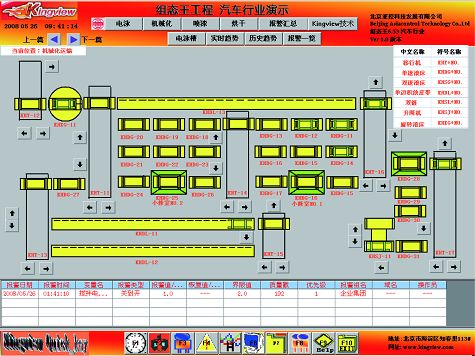
图4 机械化运输
喷漆设备(包括喷漆周边设备:集中供漆),此画面显示出喷漆室设备运行状况,并动态显示车体信息,并实时报警,如图5所示。
3.3.4烘干设备
图5 喷漆设备
根据设备的平面布置图显示该烘炉的工作状况,天然气的高压、低压、泄漏报警信息,焚烧炉的工作状况,各区的风机运行状况、设定温度值、实际温度值人口、出口门的状态,在PLC中有信号的阀的运行状况。烘干设备电泳烘炉画面,如图6所示。烘干设备电泳烘炉画面密封胶、中面涂烘炉监控内容相同。
3.3.5生产统计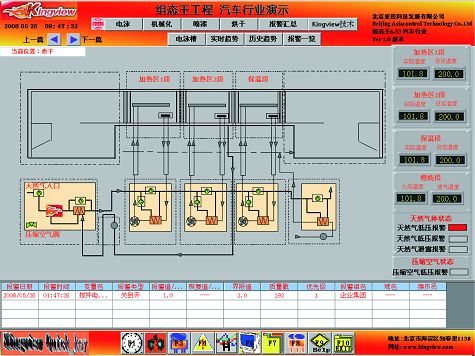
图6 烘干设备
(1)班制统计
以天为单位显示各班制的每小时生产量、工作时间计时、目标产量、实际产量、总的停机时间。
(2)班制统计
将整个车间按工艺流程分成9个连续的单元块:前处理、前处理到电泳、电泳到电泳打磨、电泳打磨到密封、密封到中涂、中涂到中涂打磨、中涂打磨到面涂、面涂到精饰整理、精饰注蜡去总装,显示各块的当前的车体数量,同时显示电泳烘房、密封胶烘房、面涂烘房的当前车体数量、空橇当前数量。
3.3.6控制柜状态
控制柜状态显示整个车间三菱H网系统里每个控制柜的工作状态:自动、手动、报警,以及其下现场操作站的工作状态。
3.3.7报警汇总
显示整个车间设备的报警信号,如图7所示。
3.3.8历史曲线
图7 报警信息表
通过组态王的历史趋势曲线控件,如图8所示,可方便的添加要显示的历史标签,并且附加了一系列的扩展功能,无需二次开发编写脚本,即可实现强大的数据趋势显示的能力,大大缩减了开发周期。
4 总结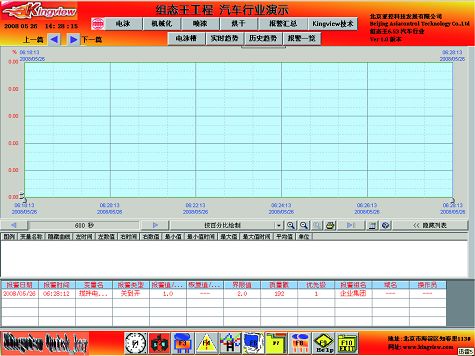
图8 历史曲线绘制
涂装车间监控系统所选择的组态软件要具备与各种专用设备及子系统的通信能力,功能尽可能完备可靠稳定, ,Kingview组态软件具备上述能力。Kingview组态软件成功的将涂装车间的设备运行信息、机械化运行、生产统计信息通过网络链接进行了有效的集成,促进了生产线的自动化运行和科学调度。为汽车制造企业的现代化工厂提供了先进的、实用的、可靠的自动化解决方案。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号