



.jpg)



当前位置:首页»案例
- 工业视觉系统及其在钢铁工业中应用
-
企业: 控制网 日期: 2009-03-24 领域: 电源 点击数: 2914
1 前 言
近年来我国钢铁工业发展迅速,钢产量每年以超过20%增长,连续11 年位居世界第一;2003年粗钢产量已达2.234亿t,2006年粗钢及钢材产量更首次超过4亿t,分别达到4.042亿t和4.227亿t,超过美、俄、日总产量之和。然而生产这么多钢铁需要大量矿石、能源等资源,如何节能、降耗、减排和提高品种质量是当前钢铁工业可持续发展和在激烈的市场竞争中立于不败之地的关键。特别是品种质量和生产高附加值的产品更为重要,而我国在这方面与西方发达国家仍有较大的差距,解决的方法除了采用先进工艺、设备大型化以外,自动化技术更为重中之重。
建立计算机质量管理系统是近年来保证质量的重要措施,其中检测和控制技术是其基础,虽然这方面有很大的进步,然而许多过程仍然靠目视人工操作,许多过程判断和产品质量,特别是表面质量仍然靠人工目视判断,这就大大影响产品的质量和生产效率。例如目前大口径石油或天然气输送用的直缝或螺旋焊管的生产主要停留在人工监控阶段,生产中工人只能根据灯是否照在焊缝中间来判断焊枪是否偏离焊缝,长时间注视灯光容易造成工人视疲劳,影响工人操作的准确性,进而影响焊缝的质量;又例如棒材生产中的螺纹钢棒计数、连铸生产中的铸坯长度测量,常规方法往往有误差和出错,此外,在许多场合下,还得靠人工目视监控,这就不仅劳动强度大,耗费岗位人员,且难以保证质量。
近年来,检测方法趋向无接触,在钢铁工业使用图象处理技术(热门名字称“机器视觉”,代替人工监测)是解决上述问题的主要趋向和热门技术,并取得一定效果,本文将主要叙述它的基本原理、构成、应用实例和效果以及存在问题。
2 机器视觉的基本概念与构成
2.1 机器视觉与工业视觉及其构成
机器视觉就是用机器代替人眼来测量和判断。通过图像摄取装置将被摄取目标转换成图像信号,传送给由计算机组成的图像处理系统,根据图象分布和亮度、颜色等信息,转变成数字化信号;并由处理软件对这些信号进行各种运算来抽取目标的特征,进而根据判别的结果来控制现场的设备动作。
机器视觉分为两类:即PC式或板卡式机器视觉系统以及嵌入式机器视觉系统。后者即智能照相机(Smart camera)或视觉传感器(Vision sensor)。PC式视觉系统是一种基于PC机的视觉系统,一般由光源、光学镜头、CCD或CMOS相机、图像采集卡、图像处理软件以及一台PC机组成。智能相机并不是一台简单的相机,而是一种高度集成化的微小型机器视觉系统。它将图像的采集、处埋与通信功能集成于单一相机内,从而提供了具有多功能、模块化、高可靠性、易于实现的机器视觉解决方案。
机器视觉核心部分是图像处理系统,无论硬件或软件都离不开计算机,故常称为计算机视觉,它已被大量应用于遥感图象分析、文字识别、医学图象处理、多媒体技术、图象数据库、工业检测与军事等方面。由于在工业领域中, 随着生产过程高度自动化和产品质量需求提高,要求有更有效、更精确和高速度的利用图象处理及计算机视觉技术来进行检测和控制,特别是它能进行无接触和无损检测和测量, 对提高产品质量及生产效率、缓和劳动力昂贵等起重要作用。计算机视觉的应用已从国防工业转向民用工业,工业视觉系统是其重要领域。工业视觉系统与普通视觉系统的区别,不在于图象处理的理论方法,而在图象处理实现的技术,在于工业应用环境的特殊要求。工业视觉系统一般是在线工作,被测物体是运动的,图象的获取与物体的运动同步进行,被测物体处于杂乱背景中,必须将其从中提取出来。此外, 检测结果必须及时报告或通讯给其他执行系统,故必须包括一些必要的子系统、光源和光学成像系统、摄像与图象处理系统,用于控制摄像、图象处理、图象分析和与生产线的同步通讯系统,输出检测结果系统。工业视觉系统往往不止测量监视,且需闭环控制才能收到最大效果。此外,由于工业对象的复杂性,大都是非线性,且有些对象滞后大、干扰大、变化大,往往难以用常规数学模型描述,PID控制难以适应,而需要采用先进控制方法,特别是应用模糊控制、神经元网络,故工业视觉系统是多种技术的结合,其典型系统如图1所示。
2.2 工业视觉的硬件及软件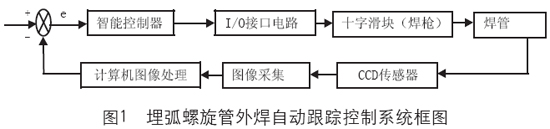
典型工业视觉系统一般是PC式或板卡式系统,图像的处理则是在图像采集/处理卡的支持下、由处理软件在PC机中完成。随应用的问题不同, 各子系统有很大的不同, 根据求解的问题不同,分别选择或设计不同的子系统, 最后集成为一个完整的系统。但基于PC的机器视觉系统尺寸庞大、结构复杂,其应用系统的开发周期长,成本较高。目前,出现--种新型的智能相机,即专业化适用于某些行业、某些特定应用的智能相机,而某些工序的检测内容比较固定,可以通过较少的硬件和软件算法来构成系统,这样既可以达到很高的效率又可以使成本降低,而向传统的基于PC的工业视觉系统提出了挑战。硬件要妥为选择,因为硬件的成像质量将影响视觉软件处理和分析结果。硬件包括光源、光学镜头、CCD或CMOS相机、图像采集卡以及一台PC机。相机分辨率是一项重要指标。不同的工业应用环境、被测物体的大小和精度差别对工业视觉系统采样分辨率都有不同的要求。在空间方面, 必须满足采样定理, 保证获取图象空间的分辨率足以表征被测物的最小缺陷尺寸;在灰度方面, 光源必须有足够的照度, 摄像机必须有足够的灵敏度和动态范围。大多数应用中, 采用普通512 ×512×8 面阵CCD 摄机机和线阵1024CCD 摄像机就能满足需要。在某些要求极高的场合中, 必须研制光学成像系统或增加多套摄像系统。图象的处理能力和速度是工业视觉系统另一个重要指标。在典型的工业视觉系统中, 图象处理需要完成相当大的计算量, 故计算机速度要快,有时还需要专用的实时图象处理系统与之相配合。
对于软件,需要完成精确的维数测量,抑制无用信号,增强有用信号,检测特征的尺寸、位置和形状, 识别特征表征的物体、标号或缺陷等,确定位置、方向并决策等任务,已出现了许多商用实时图象系统, 它们将许多通用算法, 如算术逻辑运算、邻域或线中值滤波、数学形态学滤波、直方图、二值相关滤波、特征提取等, 制成积木化的硬件模块, 可以组合选用,这些实时图象处理系统还提供了许多附加功能, 如感兴趣区处理, 隔行扫描图象输入, 与逐行图象处理实时双缓冲同步等。
软件处理包括把图像数字化(即由计算机把模拟图像离散化、数字化,其常用表示有阵列法和链码法)和数字图像处理。数字图像处理是将离散图像阵列作某种“运算”、“变换”、“修饰”或“处理”,最终实现对图像的“评价”、
“识别”和“理解”。
数字图像处理方法含图像处理、图像分析和图像理解三个层次;机器视觉主要是前两个层次。图像处理。目的是改善视觉效果和表现形式以便于图像分析,一般包括图像增强和图像分析。图像增强(分两类:改善图像视觉效果和突出图像特征)、图像平滑(即去噪声处理提取有用信息,近年来广泛应用非线性滤波器,即把局部区域中灰度中值作为输出灰度,并将其与统计学理论结合,使用迭代方法,能比较理想地将图像从噪声中恢复,并能保护图像轮廓边缘,不使其模糊)、边缘锐化(目的是加强图像中的轮廓边缘,达到把物体从图像分离出来,它采用高通滤波器滤去图像中的低频分量,使图像的边缘和细节清楚,实现图像锐化)以及图像数据编码和压缩(因为数字图像的数据量庞大,变换压缩方法是将整幅图像分成一个个小的数据块,再将这些数据块分类、量化,从而构成自适应的变换压缩系统)。图像分析。主要内容是:图像分割、图像特征(几何形
状、边界描述、纹理特性等)提取。
商品机器视觉软件一般包括以下几类:
① 应用软件(如CORECO公司的Sherlock)。此类机器视觉软件允许用户对产品的特性进行测量。通过友好的界面,用户可进行产品检测、特征读取、条码读取等操作。同时,可判定和拒绝不合格产品。
② 软件开发包(如CORECO公司的WIT)。它基于独特的图标式用户界面,可使用户快速的开发、测试图像处理算法。在此类软件中,函数是以图标形式存在,并可通过图标间的转移定义数据的运算。通过这一高度交互式的接口设计,可快速对开发出适用于机器视觉的图像处理算法。同时,此类软件无需用户具有C语言编程基础。
③ 机器视觉算法库(如CORECO公同的SMART Series)。包括图像识别、光学字符识别(OCR)、2D矩阵/条形码解码等。商品软件已从多功能转向检测算法的准确性和高效性,通常这类软件可提供:搜索、光学字符识别、边缘、Blob(斑点)分析、卡尺工具等多种检测功能。
视觉硬件和软件国内外均有公司提供,国外,如日本生产的AVENIR镜头、MINTRON CCD摄像机和各类智能相等,德国西门子公司生产的VS721~725视觉系统,美国Legend公司的DVT540智能图像传感器及DVT Framework用户界面(包括硬件和软件,可提供通信、编辑、产品、图像、软传感器、I/O、图表、窗口和帮助等功能。软传感器包括:位移、旋转、亮度、边缘计数、特征计数、测量、数学工具、阅读器、Blob工具、模块匹配、目标定位、像素计数、色彩监测、分割等)。国内如北京大恒视觉公司生产的CG系列图象采集卡等、北京凌云光视数字图像公司和北京智能谷科技公司也提供各类视觉产品。
综上所述,应合理地选择商品视觉软件,可以较快完成项目开发,往往认为自行开发全部软件成本低,但实际上时间长,而且很难赶上专业开发的商品软件,因此只有对视觉软件开发很有经验,且已开发过多个视觉软件和为降低视觉软件成本时才自行开发全部视觉软件或开发自己的商品视觉软件包。商品视觉软件包有许多种,价格差别也很大,因此要从需求,如要求的精度、速度、鲁棒性、编程难易来综合考虑。
3 机器视觉系统在钢铁工业应用现状
3.1 概 况
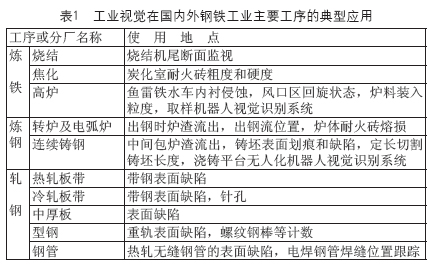
在钢铁工业,由于视觉检测往往是不可缺少的环节和工业视觉技术的发展,在这高速、大批量的连续生产中,迫切要求使用自动化的工业视觉代替人工目视。在钢铁工业主要用于质量检查、目标或位置辩识、尺寸检测和机器人视觉等方面,已不仅作为监测,并已作为监控或闭环控制。其应用简况见表1。
3.2 典型应用案例
(1)重轨表面缺陷检测系统。目前,重轨表面缺陷的检测方法有目测法、超声波检测和电涡流检测等。目测法是目前很多重轨企业采用的一种方法;超声波检测是一种标准检测方法,但其检测时要求被检测表面有较低的粗糙度值,且不适合做复杂曲面的检测,只能用于检测轨底部分,电涡流检测精度高,可以检测复杂的重轨全表面,但其检测往往存在过检测的问题,且检测分辨率不容易调整,使得其操作弹性较小。基于工业视觉的重轨表面缺陷检测将为重轨检测开辟一个新的领域。重轨图像的自动采集与原来靠人眼检测相比,大大降低工人的操作随机性,减少漏报问题,提高质量检测的自动化水平,提高企业的生产效率。
1)重轨几何特征及表面缺陷的种类。重轨的表面是多平面、多曲面的组合面,重轨的横截面如图2所示。图中所示尺寸为公称重量为60kg/m规格的重轨。重轨规格尺寸与其公称重量有关,形状大体相同。重轨分为三个部分:轨头、轨腰和轨底。重轨的全表面共有弧面18个,平面6个。分别是轨头踏面、轨头侧面、轨头底面和轨底底面。轨底顶面由几段圆弧和短直线组成,不是一个平面。轨腰也是由两段曲率半径较大的圆弧组成,其外观近似平面。重轨的具体尺寸,可以从TB/T2344等相关标准中获得。
重轨的表面缺陷种类多达几十种,出现概率较高的表面缺陷有15种之多:结疤、轧疤、辊印、线纹、底裂、横裂、轧裂、折叠、冷伤、过烧、矫伤、凸泡、耳子、瘤子、表面夹杂等。上述表面缺陷是从攀钢轨梁厂历年来的产品中归纳出来的,具有很强的代表性。经过调研和分析,确定需要进行分类的缺陷一共有8种:结疤、轧疤、辊印、线纹、底裂、冷伤、矫伤和表面夹杂。
2)重轨表面缺陷在线检测硬件系统(如图3所地示)。重轨表面为多平面、多曲面的复杂表面,只单个电荷藕合器件(CCD)无法完成全表面的图像采集。重轨表面缺陷是在线检测,重轨以某一速度运行,故系统采用曲线阵CCD和光源构成的离散采集单元;热态下检测相机与重轨的距离约1.3m,在镜头前加滤光镜,冷态下相机与重轨的距离为1m,LED光源与重轨表面夹角α成45°~60°。重轨表面需要检测到的最小尺寸为0.4mm, 故系统的最小分辨率σ= 0.4mm。由于重轨的尺寸限制,采集单元在重轨表面的分布呈现离散化分布。每组采集单元之间的间距不小于400mm。采集单元由同步器控制,同时触发采样。触发采样的频率则是由安装在重轨控制线上的转速编码器决定的,以使重轨在恒定或变速度运行,都能正确成像。
3)重轨图像识别系统包括图像采集、图像识别、缺陷检测等部分。当系统检测到重轨到达时,触发图像采集装置,采集重轨各个表面图像, 再把图像传给字符和图像识别部分,通过一定的技术,最后识别出重轨缺陷和对应重轨号等。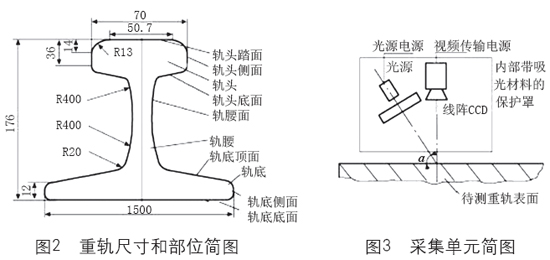
① 重轨表面字符分割与识别。它类似于车牌字符识别,先将字符区域分割成单个字符,然后再进行识别。字符分割采用垂直投影法;字符识别方法目前主要有基于模板匹配算法和基于人工神经网络算法,采用直接把待处理图像输入网络,由网络自动实现特征提取直至识别出结果。
② 缺陷图像分析与处理。重轨表面的各种缺陷的判别主要是依靠缺陷深度,一般当缺陷的深度为1~3mm甚至更深时,便判定为不合格重轨,同时发出警报,并记录缺陷情况,以便管理人员及时处理。它包括:缺陷信息定位(由于一根重轨较长且包含很多干扰信息,若对整幅图像进行缺陷提取会产生很大的运算量,延长处理时间,并且易受到诸多干扰信息影响,因此应该先进行缺陷区域定位)、图像预处理(由于图像在采集、获取、传输过程中,会不同程度地被噪声、震动等影响,因此首先要对图像进行去噪处理)、图像边缘检测(采用Canny算法来精确定位缺陷边缘,经过Canny算子的检测,得到的图像是一幅反映边缘位置的二值图像。再采用8—连通法标记二值像中的连接部分,将图像里面不同的信息标注出来, 再将有用的缺陷信息提取出来)以及图像分析与识别(对于重轨表面缺陷而言,不同的缺陷其特征参数必然不同,比如底裂, 其主要参数为线度,而矫伤,主要参数为整体凹度,对于轧疤,其主要参数则为圆度或矩形度。由于重轨表面缺陷灰度特征比较相似,所以缺陷识别分类主要就是根据缺陷的几何特征如面积、周长、矩形度、圆形度等特征,采用某种分类判别函数和判别准则,对图像信息进行分类和辨识。由于输入向量少的特点,故选用学习矢量化(LVQ)神经网络对缺陷进行识别分类)。
本系统于2007年3月在攀钢重轨生产车间对高速运动中的重轨表面成像进行实验,实验得到清晰的重轨连续图片,达到较好的效果。
(2)焊缝自动跟踪系统。在直缝或螺旋焊管生产中,焊缝自动跟踪是保证焊接钢管生产中的焊接质量,实现焊接自动化的重要环节。目前主要停留在人工监控阶段,完成自动跟踪纠偏,是制管行业的重要课题。
1)系统框图及工作原理。如图1所示,系统硬件包括十字滑块、工业控制计算机、控制接口电路、VIDEO- PCI-XR图像采集卡、CCD传感器、AC4064 I/O板等。CCD 传感器将实际焊缝图转化为视频信号, 图像采集卡将视频信号转化为数字信号。利用VC+ + 6. 0 自编软件对上述数字图像进行滤波、二值化等处理, 获取焊缝偏差信息。对数字图像进行图像处理分析得到焊缝偏差, 将焊缝偏差送入智能控制器, 通过一定的控制算法得到的数字量, 经D/A转换器转换为模拟量, 由I/O接口电路调节十字滑块(即被控对象——焊炬) , 最终调整焊炬准确对准焊缝实现纠偏, 从而达到精确跟踪的目的。
2)焊缝识别方法。包括:图像分析(根据所摄取的图像,提取所需处理的区域图像数据,选择了包含焊缝在内300 ×200个像素大小的窗口区域作为图像处理对象, 这样包含了所有有用的信息, 既节省了存储空间又加快了图像的处理速度和提高系统的性能)、滤波处理(增强图像中的特征线, 使背景色和特征线容易区别;滤波处理是通过模板进行操作,该模板对图像垂直方向进行增强处理)、二值化处理(对滤波后的图像进行线性变换近似于二值化处理线性变换将背景设置为0 灰度, 将特征线设置灰度为255。把原始图像以一定的准则找出一个合适的灰度值作为阈值, 然后把上述方法分割后的图像按一定公式进行处理;要从复杂的景物中分辨出目标并将焊缝形状完整地提取出来,阈值选取是阈值变换分割技术的关键。如果阈值过高,则过多的目标点被误判为背景;阈值选得过低,则会出现相反的情况。目前阈值选取的方法很多, 几种常用的方法是: 直方图阈值分割法、类间方差阈值分割法、二维最大熵阈值分割法、模糊阈值分割法、共生矩阵阈值分割法等。本系统采用了一种迭代求图像最佳分割阈值的算法)以及Hough 变换(二值化处理后的图像经过Hough 变换, 提取两对接钢板的焊缝线)。
3)焊缝跟踪模糊控制器。焊接是一个非常复杂过程,影响焊接的因素具有不确定、非线性的特点, 故采用经典控制的理论和方法进行控制,在实际焊接生产中不能得到令人满意的结果。在本焊缝自动跟踪控制系统中,采用Fuzzy—P 双模分段控制, 所谓Fuzzy—P 控制就是在大偏差范围内采用比例控制(P 控制) , 以提高系统响应速度, 减少调节时间;而在小偏差时采用模糊控制(Fuzzy 控制) , 以减少系统超调, 提高系统响应的平稳性和控制精度。两种控制方式的切换是根据预先确定的偏差阈值来实现的。
本系统试验结果为:响应速度快, 传感器的分辨率可达0. 05 mm.像素, 图像处理识别误差小, 能在各种干扰的情况下正确识别, 准确率高。采用自调整比例因子Fuzzy—p 控制有效地提高了系统的控制特性, 系统能较准确自动定位和自动准确跟踪,满足螺旋管外焊的焊接要求。
(3)带钢表面缺陷自动检测系统。带钢常见的表面缺陷
有:划痕、折印、锈斑、辊印、针孔甚至裂纹等。在生产中必须剔除有缺陷的产品,以保证质量。缺陷自动检测的典型方法
有:基于激光扫描法、涡流法]红外辐射探伤法、超声波探伤法以及CCD成像机器视觉法等。由于CCD成像机器视觉法与其他技术相比,它更适合于在线高速测量,它能确定缺陷的位置、识别缺陷类别和保持缺陷图像供检查之用,故在国内外进行了大量研究和生产这类缺陷检测装置,特别是国外已有许多这样的产品,如德国Parsytec公司的HTS-2冷轧带钢表面检测系统,近来推出的Espresso-SI系统、美国Cognex公司的金属带卷表面检测系统(SmartView Metal)等。国内也在研制的,如图4所示的冷轧带钢表面质量检测系统,它由检测装置、并行计算系统、服务器和控制台组成。检测装置安装在生产线上,由摄像头、光源和检测桥组成。为了能够同时检测上、下表面,在上、下表面各放置一套检测装置。摄像头为标准的黑白工业用面阵CCD摄像头,并采用多摄像头同步采集图像的方式。摄像头放置在带钢的宽度方向上,相邻摄像头采集到的图像是重叠方式,重叠部分在图像处理中由软件消除。
每套检测装置中各放置6个摄像头,总共用了12个摄像头。由于生产线生产的带钢宽度范围为1000~1250mm,因此设定每个摄像头最大的采集宽度为220mm,而每个摄像头在宽度方向上采集的象素为768个,因此在宽度方向上系统的检测精度为220/768=0.3mm。摄像头采集的速率为25帧/s,由于采集到的每一帧图像由奇数场和偶数场拼接而成,因此在采集运动图像时,奇数场与偶数场之间有错位,造成了运动图像的模糊。这就需要将摄像头设置成按场采集的模式,并且只取奇数场(或偶数场)。摄像头实际的采集速率为25场/s,每一场图像的行数为288行。摄像头在带钢横向与纵向的采集尺寸之比是固定的,为4:3,因此摄像头在带钢纵间的采集长度为220×3/4=165(mm),检测精度为165/288=0.6(mm),系统能检测的最高运行速度为0.165×25=4(mm)=240(m/min)。由于生产线的最高运行速度为90m/min,远小于系统所能达到的最高检测速度,所以造成了在带钢纵向上采集的图像将会有很大的重叠,为了减少图像之司的重叠程度,对每场图像只取120行用于后面的处理。
系统中光源的放置如图5所示。系统选用LED面光源,发射的光是平行光,摄像头放置的位置不是在入射光的反射光路上。如果钢板表面没有缺陷,那么光源在钢板表面产生镜面反射,摄像头采集不到光源发射的光,图像的背景是黑的。如果钢板表面有三维缺陷(凹凸性的缺陷,如划痕、折印、辊印等),那么入射光在钢板表面产生漫反射,摄像头就可采集到光线,因此在图像中,缺陷区域是亮的。这种照明方式是通常所说的“暗场照明”,适用于检测三维缺陷。
检测桥用于固定光源和摄像头,底部装有轮子,并在地基上安装导轨,以便在系统维护时把它从生产线上抽走,不对生产线造成影响。检测桥用盖板封装起来,避免外界光线的进入。摄像头采集的图像传送给并行计算系统,由并行计算系统对图像进行实时处理和分析。并行计算系统安装在19控制机柜中,由于摄像头到并行计算系统的线缆不能过长,故控制机柜放置在生产线附近。系统对图像处理和分析的所有算法都在并行计算系统中实现,经过处理后就可以得到缺陷的信息,包括缺陷的尺寸、部位、类型、等级等。缺陷的信息通过l00Mb/s的以太网传送给服务器,在服务器中把这些缺陷进行合并和保存。服务器发出控制指令,如检测的开始、停止、暂停,以及带卷的加入和结束等。服务器实时获取带卷的运行速度,以便根据运行速度得到带卷的位移,从而获取缺陷在带卷上的实际位置。
服务器中不仅保存缺陷的信息,而且保存缺陷的图像,需要保存的数据量非常大。可以添加一个海量存储器,如磁带机等,将缺陷的历史数据保存到海量存储器中。通过控制台可以观察到缺陷的在线检测结果,也可调出缺陷的历史数据进行分析,也可根据用户要求生成检测报表并打印。
本系统已经成功地在武钢集团海南公司冷轧精整线上使用。
4 工业视觉系统在钢铁工业应用前景
表2列出了钢铁工业的主要工序中目前还是使用人工目视方法进行监控的,急需要自动检测,而这些都是可以用工业视觉系统来代替的,项目很多,需求很大,故前景是广阔的。
目前钢铁工业使用工业视觉系统虽然也有一定进展,但也存在许多问题,主要为: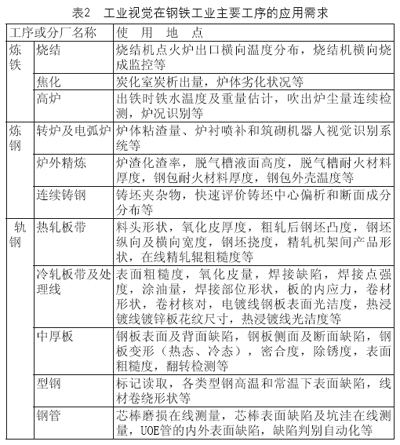
① 大量生产情况靠人工目视监控,影响生产和产品质量、耗费人力。而工业视觉是一门较新的科学,很少人了解,故应进一步普及,特别是应使现场人员知道它可解决什么问题;
② 目前钢铁工业使用工业视觉系统大都是引进的,国内的主要是学校、科研单位研制的系统,均是研究性质或科研基金项目,未能形成产业,而靠高技术人员或研究生进行,难以人员固定,更难以精益求精和高质量及高可靠性,价格也昂贵;
③ 大都是基于PC计算机的系统,很少使用智能相机方式,因而软件工作量大,价格昂贵,也不便大量推广,而许多项目有共同点,如冷热板、中厚板甚至钢管,其表面缺陷检测大都大同小异,完全可以造专门行业智能相机方式,以降低价格和大量推广;
④ 软件大都每个项目分别开发,很少使用软件包方式,因而开发周期长,耗费大量人力;
⑤ 适合钢铁工业的工业视觉系统的软件平台国内基本很少人研究,硬件也大都进口。
5 结束语
工业视觉在钢铁工业不仅可以提高质量和生产高附加值的产品,而且有很大商机,据统计,对于机器视觉的研究应用,日、德、美等发达国家早在60年代就开始了,到上世纪90年代,随着光电子技术的发展,机器视觉已取得了广泛应用,市场潜力巨大。1984年,西欧的工业视觉系统销售达589万美元,到1989年达4320万美元;美国,1984年达6000万美元,到1994年达12亿美元;日本,2000年达300~400亿日元,另据“视觉系统国际公司”的市场调查报告,1999~2004年北美机器视觉市场规模从16.8亿增到19亿美元,年增长率12.4%。国内虽发展较慢,但潜力很大,必将继北美、欧、日后为第四大市场,钢铁工业在工业中占分量很大,其应用方开始,必然前途广阔,市场很大。因此,发展工业视觉系统在钢铁工业中应用是急不容缓了。此外,由于有许多商品的工业视觉硬件和软件,开发和生产工业视觉其实不算太难,完全可以象设计常规工业自动化系统那样,使用集成方法来完成。
参考文献
[1]马竹梧等.钢铁工业自动化(炼钢卷).北京:冶金工业出版社,2003.
[2]李炜等.基于机器视觉的带钢表面缺陷检测系统[J].华中科技大学学报(自然科学版),2003,31(2):72~74.
[3]王全才等.烧结机尾红外热成像计算机视觉及信息处理系统.山东冶金,2002,24(5):38~40.
[4]颜发根等. 基于PC的机器视觉系统.PLC & FA,2004,(7):129~131,140.
[5]凌云光视数字图像公司. 机器视觉软件.PLC & FA,2004,(7):132~140.
[6]张文伟等. 非接触式自动定尺切割系统.PLC & FA,2005,(2):109~11 .
[7]徐科等. 冷轧带钢表面质量自动检测系统的在线应用研究.冶金自动化,2003;27(1):51~53,74.
[8]成鹏飞等. 基于机器视觉的钢棒自动计数系统.冶金自动化,2008,32(1):22~26.
[9]杨水山等. 带钢视觉检测系统的研究现状及展望.冶金自动化,2008,32(2):5~9,15.
[10]黄文清等.计算机视觉技术在工业领域中的应用.浙江工程学院学报,2002,19(2):92~96.
[11 ]叶苏茹等. 2基于机器视觉的重轨表面缺陷检测系统的研究.现代制造工程,2007,(8):89~93.
[12]Johann Reisinger.视觉表面检查系统的开发和应用.国际冶金设备和技术,2002,1 : 80~82.
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号