



.jpg)



当前位置:首页»案例
- GE FANUC烧结、球团生产自动化应用
-
企业: 日期: 2009-06-04 领域: 仪器仪表 点击数: 689 一、烧结和球团过程中的自动化:
烧结生产自动化控制
[1] 配料的控制
[2] 混合料添加水控制系统
[3] 矿槽料位的自动控制
[4] 布料厚度的控制
[5] 机速的控制
[6] 点火炉燃烧控制系统
[7] 烧结终点(BTP)控制系统
球团生产过程自动化控制润
[1] 磨配料自动控制
[2] 磨矿粒度自动控制
[3] 造球原料水分和造球机自动控制
[4] 干燥自动控制
[5] 链篦机—— 回转窑自动控制
[6] 冷却机自动控制
二、解决方案
GE Fanuc 在烧结和球团应用上有丰富的经验。在这些应用中,工艺设备繁多、分布较广并有复杂的控制逻辑和大量的数据采集。GE Fanuc 的自动化平台作为控制系统的核心,有卓越的可靠性和稳定性,并且编程简单、维护容易。同时,GE Fanuc 开放的多层次网络保证了现场灵活的分布控制。GE Fanuc 自动化产品同时也大量参与过程控制,如:原料接受准备系统、原料配混系统、烧冷系统、成品筛分系统、主抽风机系统、全厂物料及能源介质计量、除尘器系统(主电除尘器、机尾电除尘器、配料电除尘器、整粒电除尘器、熔剂电除尘器)、余热利用系统及其它辅助设施的过程检测与自动控制。
三、烧结工艺流程图
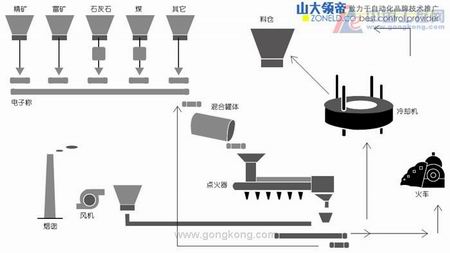
四、客户需求
集中监测和控制所有电控设备;并且通过画面对烧结工艺有关仪倥信号(如压力、流量、温度等)进行操作和监控,有多种工作方式(如远程手动、PID手动方式、PID自动方式、串级双交叉控制等)可以选择,系统对点火温度、风箱负压进行控制;并显示主站PLC 是否运行、有无故障、从站通讯是否正常等信息;预留厂级局域网站点登录访问功能。
五、解决方案
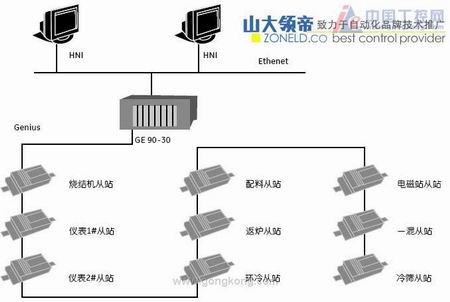
基于GE FANUC 公司过程控制系统集成、统一、灵活和开放的控制设计思想,并结合3# 烧结机基础自动化控制系统的特点和要求,设计了基础自动化控制系统配置,详见基础自动化控制系统配置示意图。PLC可编程序控制器选用系列90-30 型产品,采用分布式I /O结构。以系列90-30 为中心,向上,通过工业以太网与HMI 人机接口系统通讯;向下,采用GENUIS 网与VersaMax I/O站进行状态监控和数据交换。HMI 人机接口系统采用CIMPLICITYHMI 软件编制,并通过WebView选件实现厂级局域网站点登录访问功能。
六、系统构成
[1] PLC的配置
本控制系统选用的是系列90-30 PLC 的可编程序控制器。该产品不仅质量高、而且性能可靠。系统已在国内外诸多工业现场长期、稳定运行。系统组件的设计符合真正的工业等级,满足国内、国际的安全标准。
系统易配置、易接线、易维护、隔离性好,结构坚固,抗腐蚀,可适应恶劣的工业环境。所有部件均可带电插拔、更换。提供了先进的功能特性,易于组态便于安装。
本控制系统的分布式I /O 选用GE Fanuc 的VersaMaxI /O 产品。该产品在局部水平建立控制,真正实现了用分散的处理器就地实时控制,同时保留主处理器的资源,用于数据管理和监控。分布式控制是一种有效的,节省资金的解决方案,可减少现场总线网络的开销,增加主机的应用性能。
由于烧结机的控制设备比较分散,而且彼此间的距离较远,因此从站是根据所控制的设备所在依据地域来划分的;由于电磁站从站所控制的设备较多,一个机架不能满足需求时,根据经济实用原则,添加两块扩展机架。
[2] HMI人机接口系统
本控制系统的HMI 由两台操作员工作站(P933/128M/40G/19寸纯平彩显/逻辑球鼠标)构成,各自独立地对整个系统进行监控。两台操作员工作站均可独立完成正常生产所需的监控及操作,以便于任意一台出现故障时,不影响生产。
HMI 系统采用基于Microsoft Windows NT 和Windows98 的CIMPLICIT Y HMI 软件编制。CIMPLICIT 运行在Windows NT/98的平台上,通过各种串行的、网络的通讯方式采集控制器中的资料,并利用计算机的强大图形功能动态地显示生产资料。采用CIMPL ICI T Y HMI 软件的WebView 选件实现厂级局域网站点登录访问功能。
[3] 通讯网络
采用快速工业以太网和GENUIS 总线构成了3#烧结机基础自动化控制系统的通讯网络。操作员工作站和PLC主站之间的通讯采用快速工业以太网。VersaMax I /O通过Genius 现场总线与90-30 建立通讯链路。采用屏蔽双绞线,通过多点连接将每个从站接入,构成总线型网络拓补结构。因此一个站设备出现故障,并不影响整个总线的通讯。
系统功能
[1] 电控部分
电控部分为顺序控制,采用VersaPro软件用梯形图进行编程。实现以下功能:
单机控制:在机旁操作箱上对单台设备进行操作,并在HMI 上进行监控。只完成单台设备单独启动,不进行联动控制。
单系统集中控制:在HMI 上对某个系统进行操作,只完成单个系统的联动控制。
全系统集中控制:在HMI 上对整个系统进行操作,实现整个系统的自动控制。
联动功能:从画面按启动按钮,所有设备的起动顺序起动。按停止按钮,所有设备的停止顺序和起动顺序相反。一旦联动的设备有故障,从这设备开始按起动的方向一直停到圆盘给料机电子称小皮带机。中间停机延时一秒。
实际的工艺要求:正常生产时一般要求6、7系统连锁,而5系统因有大矿槽,在正常生产时如有故障,6、7系统连锁停,而5系统可以正常运行。
[2] 仪控部分
仪控部分主要实时显示与烧结工艺有关仪倥信号(如压力、流量、温度等),并且通过画面操作对点火温度、风箱负压进行控制。
点火温度控制:点火温度控制是通过控制煤气和空气的流量来实现的。采用串级双交叉控制和非串级双交叉控制的控制方法。串级双交叉控制是一种非常先进的控制方法,是以维持合适的空气,煤气比值为手段,达到燃烧时始终维持低过剩空气系数,从而保证了较高的热效率,同时减少了排烟对环境的污染。串级双交叉控制以点火温度调节为主回路,以煤气流量和空气流量为副回路的串级调节回路。串级双交叉控制分为自动控制和手动控制;非串级双交叉控制分为PID手动、PID自动和远程手动控制。
煤气切断阀控制:当煤气或空气的压力低时自动关阀。分手动控制和自动控制。
风箱负压控制:1#、2#、13#、14#风箱有调节阀,需要调节风箱负压。分为PID手动、PID自动和远程手动控制。
上位机画面
上位机画面是在HMI 中完成的。到达任何一幅画面的按键操作不超过两次,画面弹出的时间不超过1 秒。主要包括工艺流程,趋势曲线,参数报表,棒图显示,报警,设备状态,回路调节等窗口。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号