



.jpg)



当前位置:首页»案例
- UWin500在制浆造纸行业中的应用
-
企业: 控制网 日期: 2009-08-12 领域: 电源 点击数: 693 制浆造纸生产线是一个十分复杂的工业过程系统,实施计算机控制可以获得显著的经济效益,但由于过程的复杂性(多变量、非线性、强干扰、时滞、时变)、生产的连续性,对其进行控制或优化设计十分困难。本解决方案研究和开发典型制浆造纸过程与装置的建模、软测量、控制与优化算法及系统成套集成技术。建立多种设备与装置、多种工艺条件、多种品种的可靠成熟的模型库、先进控制与优化控制算法库与工程应用模板。包括:间歇蒸煮、连续蒸煮、洗选、打浆、抄造、蒸发、燃烧、污水处理等专用控制装置与工程应用软件。
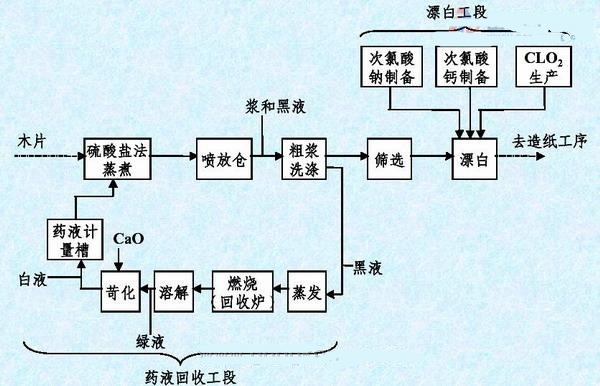
蒸煮过程:基于木片蒸煮的机理模型,通过离线优化、回归获得简单的调整模型,自动优化蒸煮温度设定曲线;建立了Kappa值软测量模型,预测Kappa值,预报蒸煮终点;针对多台蒸煮器同时工作的情况,系统采用超驰控制方案,实现总蒸汽量的平稳调节;为了保证系统安全、稳定和有效运行,系统对蒸煮全过程及多台蒸煮器并行运行实行必要的监控、故障诊断、报警和联锁保护处理。
洗选过程:基于纸浆纤维、水及溶解固形物的物料与机械能量平衡,采用系统混合建模方法,建立了纸浆洗选过程多变量动态数学模型(洗涤流量、压力差-黑液浓度、残碱度);设计了基于非线性机理模型的多变量约束预测控制器,能完整反映工业过程内部机理的动态数学模型,在尽可能满足约束的情况下发挥工艺的最大处理能力和有效性,同时将被控变量尽可能控制在设定值上或是相应的容许区域内;实现洗选装置在线优化,通过选取碱回收率、蒸发的蒸汽用量以及洗涤热水用量的经济指数,构成在线优化的目标函数。
打浆过程:建立了高浓和低浓打浆过程的数学模型(能量、比负荷-功率、通过量);通过建立成浆质量与打浆比能量与比负荷之间的对应关系模型,建立成浆质量指标(打浆度与湿重)的在线软测量模型(打浆、湿重-磨浆功率,浓度、流量);高浓打浆控制对象中包含非自衡对象,为此提出了相应的预测控制策略;打浆对象可近似为多模型对象,为此我们研究并模拟人的决策思路,提出了多模型模糊加权控制策略与控制算法。
抄造过程:建立了高、中、低定量纸机的多变量动态数学模型和造纸过程通用数学模型,开发了相应的优化控制策略,对烘缸表面温度分布进行优化,得出最佳温度分布曲线,实现烘干部最优湿度分布,网前部的浆料最优配比,多段通气系统最优控制,以及成纸定量/水份/灰份的优化控制软件。蒸发过程:建立黑液多效蒸发系统的动态数学模型,模型中考虑了蒸汽压力波动对黑液沸点上升的影响,以及蒸汽汽室压力的动态特性,因而具有较高的准确性和较强的针对性;实现用半浓流量控制出浓液浓度,用加热蒸汽压力调节生产能力的前馈-反馈预测的黑液蒸发过程优化控制;从蒸发系统的静态模型出发,根据蒸发器其它工作参数的测量值采用优化拟合法计算传热系数,解决了多效蒸发器的结垢诊断问题。
燃烧过程:围绕稳定安全、最高还原率、最高热效率三个主要控制目标,建立了一个包括黑液干燥、热分解、气化、氧化和还原等物理和化学过程的碱回收炉燃烧过程的动态数学模型;根据该模型设计了还原区温度自寻优控制策略,以保持还原区垫层表面温度的最优,从而提高碱回收炉的还原率;同时为了使锅炉获得最高热效率,针对以燃烧黑液为主的特点,以进风量与烟道气含氧量输入-输出数学模型为基础,设计了碱回收炉过氧量自适应跟踪控制,从而获得了碱回收炉的高热效率;实现对黑炉的故障预测诊断。本解决方案针对制浆造纸过程特点进行了系统而深入的研究,建立了84个过程模型,14个整机(整个装置)的动态数学模型;开发了6个软测量软件并实现了工程化;结合制浆造纸过程特点,开发了13个先进控制算法,建立了5个在线优化系统,实现了全装置优化运行。基于上述研究成果开发完成大型造纸厂生产过程建模、控制与优化商品化工程软件,并成功应用于制浆造纸企业的蒸煮、洗选、打浆、造纸、蒸发、燃烧等装置的计算机控制系统中,达到如下指标:蒸煮过程:Kappa偏差降低47.88%;洗选过程:纸浆中碱液浓度降低3.16%;打浆过程:打浆度标准差降低50.70%;软测量平均精度2.48%;抄造过程:纸浆水份偏差降低61.00%;蒸发过程:蒸汽消耗量降低6.01%,黑液处理能力提高15.09%;燃烧过程:碱回收率提高到92.10%,运行周期提高28%。项目取得重大的经济效益。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号