



.jpg)



当前位置:首页»案例
- LM在智能全自动下料机中的应用
-
企业: 北京和利时智能技术有限公司 日期: 2009-08-13 领域: PLC&PAC 点击数: 446
摘要 智能全自动液压龙门下料机电气控制系统采用LM系列专用高速运动控制模块LM3106A做控制器,利用模块自带的2点高速PTO输出,驱动纵向和横向两个步进电机工作,辅以触摸屏进行设备控制和数据显示。该控制系统可以实现下料位置的精确定位,保证设备正常运行并达到良好的控制效果。
关键词 液压龙门下料机;高速运动控制;PLC控制系统;触摸屏
1 智能全自动液压龙门下料机简介
智能全自动液压龙门下料机,适用于制鞋业、纺织品、皮革、橡胶、塑料、纸业、医药、体育用品、砂轮网片等冲压下料作业。本机是计算机控制、液压、气动、机械传动为一体的全自动机床。下料机冲裁程序,包括横向、纵向、上下往复、自动进料、刀模自动旋转等子程序,全部嵌入计算机中作为控制核心。人机界面使用全中文液晶显示,操作简便。整机实现智能化,减轻操作工的劳动强度,提高生产效率,既安全又方便。在同类产品中,具有新颖性。
2 设备结构
智能全自动液压龙门下料机设备外形见图1,其结构由整体底座、冲头、横向传动定位、纵向传动送料、油泵、气缸和电气控制系统等组成。
冲头部分作竖直和横向运动,完成冲裁动作。竖直方向受油泵和气缸控制做上下往复动作,往复一次完成一次冲裁。水平横向由步进电机带动蜗轮中螺母旋转,使丝杆及与之相连接的水平移动轴向左或向右作水平移动,做冲裁定位。步进电机可保证定位准确。水平纵向传动送料由步进经减速器减速后,经输出轴皮带传动至送料齿轮完成送料部分的前移和后移动作,步进电机可保证送料长度的精确控制。
图1 设备外形图
3 全自动下料工作原理
智能全自动液压龙门下料机可进行错位不减刀和错位减刀两种复杂生产工艺的运动控制,完成连续冲压下料。错位冲裁工艺可节省原料,降低成本。
图2为错位不减刀的加工工艺图,一个往复冲料过程中横向左移和右移冲裁刀数相同。图3为错位减刀的加工工艺图,一个往复冲料过程中,向右冲裁过程比向左冲裁过程少一个冲裁动作。冲裁过程的初始定位距离、横向错位距离、相邻刀之间的横向距离以及纵向送料距离都可以设定。错位不减刀和错位减刀工艺的工作过程基本相同,程序流程见图4(错位不减刀)和图5(错位减刀)。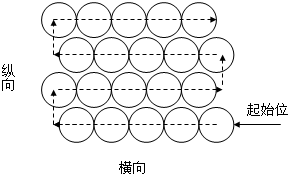
图2 错位不减刀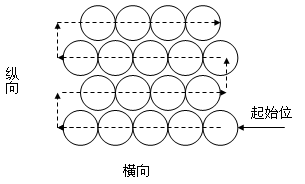
图3 错位减刀
4 控制系统介绍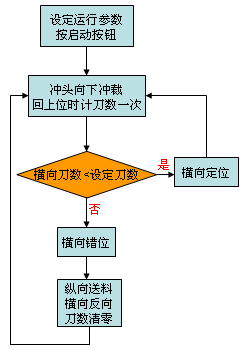
图4 错位不减刀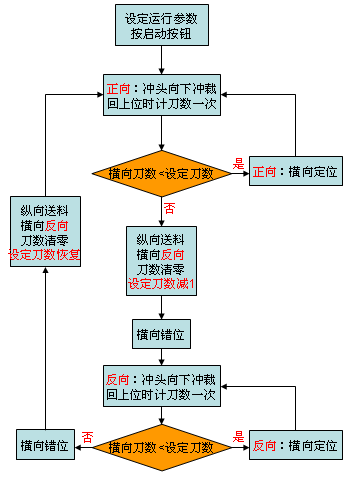
图5 错位减刀
智能全自动液压龙门下料机控制系统由控制部分、驱动部分和监控部分组成。系统结构图见图6。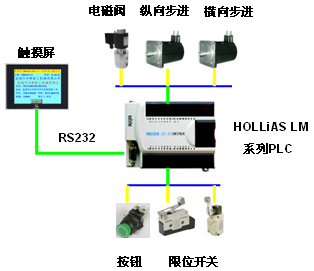
图6 控制系统结构图
4.1 控制部分
本系统采用LM系列专用高速运动控制模块LM3106A控制。LM3106A是专为实现高速运动控制而设计的模块,主要用于步进或伺服电机的定位控制。
LM3106A本体集成14通道24VDC输入,10通道晶体管输出,其输出有2个公共端,输出通道采用5-24VDC电源供电,具有两路高速输出,可做PWM(100KHz)或PTO(50KHz)使用,另外,还可以通过RS-232通讯口与触摸屏进行通讯。
表1 系统I/O分配表
4.2 驱动部分
智能全自动液压龙门下料机驱动部件包括横向步进电机、纵向步进电机和竖直液压气动装置。
步进电机及驱动器均采用和利时公司的产品,其中驱动器选择三相混合式步进驱动器SH-32206,16种细分运行模式可选,最大驱动电流6A/相。下料及冲裁过程采用步进电机进行横向冲裁定位和纵向送料定位,保证加工定位精度,可有效地节省原料,防止错位废料。
冲头上下往复冲裁动作由油泵和气动装置完成,通过PLC控制电磁阀的得失电实现。
4.3 监控部分
上位监控部份由一台和利时触摸屏,配以监控软件来完成。触摸屏上可以进行动作操作,运行参数设定,工作状态选择以及显示PLC的输入输出点工作状态。图7-图8为触摸屏部分监控画面。
5 总结提高
图7 主操作画面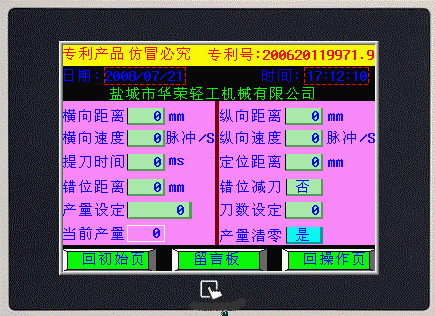
图8 系统参数画面
此设备采用性价比极高的和利时产品,包括PLC控制器、驱动器及触摸屏。提供整体解决方案,替代原来的单片机控制系统,减少了干扰和不稳定因素的影响,保证设备正常运行并达到良好的控制效果。设备对横向定位和纵向送料精度要求较高,采用步进电机进行横向和纵向定位,走位准确,能够满足复杂工艺的要求。
参 考 文 献
[1] 《LM系列PLC硬件手册》,杭州和利时自动化有限公司,2008.1
[2] 《LM系列PLC软件手册》,杭州和利时自动化有限公司,2008.1
[3] 《LM系列PLC指令手册》,杭州和利时自动化有限公司,2007.5
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号