



.jpg)



当前位置:首页»案例
- 台达机电产品在自动枕式包装机的应用
-
企业: 中达电通股份有限公司 日期: 2009-09-16 领域: 点击数: 507 1. 前言
枕式包装机是食品、医药等包装行业中应用比较广泛的一种包装机械,我们在日常的生活中使用到大量的日常用品和食品的包装大多是枕式包装机封装而成。随着我国经济的快速发展和人民生活水平的提高,给包装机行业带来了良好的发展机遇,应用范围也越来越宽广,同时对包装机的品质和生产效率也提出了更高的要求。
传统的枕式包装机主要采用差速齿轮箱的结构,优点是运行稳定;缺点是噪音较大,机械容易损坏,封装精度的调整很麻烦。随着微电子技术、计算机技术、传感器技术的发展,PLC技术日益成熟,应用也更加广泛。该包装机主机系统采用PLC作为控制系统核心,可以使得包装速度高,定位准确,系统更加可靠、稳定,符合、满足现在包装的发展要求。
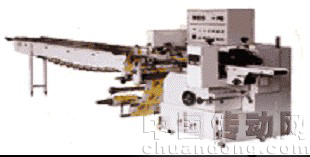
包装机整体外观系统概述
1.1 系统组成
枕式包装机主要完成成型、定位、包装和封口等功能。主要包括以下几个系统部分:
(1)封切系统
枕式包装机的封切系统由横封刀(上、下)和纵封(左右两个)组成,其作用就是对包装物进行横向和纵向的封装。(2)加热系统
系统需要对横封刀和纵封刀进行加热,并进行温度控制,采用台达温度表采集并控制封切刀的温度。(3)变频调速系统
变频器驱动横切刀达到封切的目的,其速度决定该包装机的包装速度。(4)纵封送料系统
纵封送料系统由伺服驱动送料辊,与横切送料系统配合,根据包装膜的袋长等技术指标达到准确送膜并能达到封切准确(横切到包装膜的色标位置)的要求。(5)电气控制系统
电源采用单相220V/50Hz供电,主机的电气系统主要由PLC、变频器、伺服系统、人机界面等组成。并在横封刀轴上安装一个接近开关,位置为横切点;在送膜轴上装一光电开关,在包装膜上黑色光标通过时起作用;在纵封送料系统的主轴安装一个360线编码器,对袋长进行计长(通过PLC高速计数实现)。1.2 电气控制原理
系统通过人机界面上对应划面设置袋长(包装膜两个光标之间的距离),袋长设定也可以通过启动系统袋长自动量测来实现。按下袋长自动量测按钮时,伺服系统以固定的速度启动,驱动纵封系统送料。当光电开关检测到包装膜的第一个光标的时候开始计长,当运行到下一个光标到来时停止计长,并把计算出来的长度显示到人机界面上。按下存储按钮时,就把该长度送进PLC,作为当前封切时包装膜的长度,如图1所示。
系统采用PLC通讯方式采集变频器的命令频率F和输出频率H,通过求这两个频率的平均值(依此来避免采集单一输出频率时的延时),作为变频器的当前频率。通过计算得到电机的当前运行速度V,根据机械结构的传动比可以计算出当前横切刀的旋转速度R(转/分),作为送膜快慢的依据。
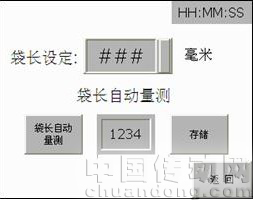
图1 人机界面设置
2.控制系统设计
2.1 控制框图
系统的控制部分采用了台达PLC,并整合台达人机界面、伺服、变频器等来实现包装机的送料和准确封装,系统控制部分如框图2所示。
图2 系统控制框图
其中,PLC是整个系统的核心,进行信号、资料处理,它的性能决定了整个系统的品质。系统选用了台达DVP-20EH,此机型具有三路AB相高速计数(其中两路单相频宽为200K)及两路高速脉冲输出(频宽为200K),具有强大的浮点数运算功能以及丰富的周边指令集[1]。
人机界面用于参数的输入和控制命令的发出。系统选用了DOP-A57GSTD,其拥有16灰阶显示、高速的硬体结构, 可以实现在线/离线仿真,呈现给用户一个真正好用的、可规划的输入界面[2]。
编码器用于提供位置的反馈信号,和变频器(选用台达AFD-015S23)、伺服系统(选用台达750W伺服控制器)、PLC构成一个闭环控制系统[3]。
2.2 功能实现
(1)自动横切位置对准
通过点动(分别对横切刀和纵封送料点动)把横切刀正好切在包装膜的光标位置,然后按下教学模式开始按钮,伺服系统以固定的速度启动,驱动纵封系统送料。同时PLC开始计长,当运行到光标位置的时候,伺服送膜停止,并把当前计长数据送到人机界面当前页上。当按下相对位置存储时,PLC以当前的相对位置进行包装,如图3所示。

图3 自动横切人机界面设置
(2)手动横切位置对准
手动操作时,可以直接在人机界面上输入相对位置;在运行的时候可以通过运行画面中的左移和右移数值输入按钮直接调整切刀位置。如图4所示。

图4 手动横切人机界面设置
(3)封切跟踪功能
设备在运行时,横切刀每运行一周,切点接近开关就通过PLC外部中断一次,采集当前编码器计数值,并与PIC中存储的相对位置进行比较,根据差值的大小和正负,来计算出PLC所发出命令脉冲的频率。(4)其它功能
通过面板或者人机界面可以实现启动、停止、送料点动、切刀点动、整机点动等功能,在运行的时候,可以检测当前运转速度、记录加工数量,并可实现清零。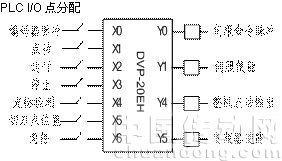
结束语
该系统可以满足用户在多种情况下的运行需求,解决了传统机械设备的一些缺点,运行稳定,封切准确,操作简单。再加上台达在工控领域的整合方案((采用了台达DVP-EH PLC、台达VFD-M变频器、台达伺服系统、编码器及台达DOP-A人机界面),使该系统又具备了很好的性价比,具有较好的市场推广价值。参考文献:
[1].台达DVP-PLC应用技术手册。
[2].台达DOP-A人机界面应用技术手册。
[3].台达伺服系统技术手册。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号