



.jpg)



当前位置:首页»案例
- 基于台达20PM运动控制器的线缆裁切机
-
企业: 中达电通股份有限公司 日期: 2009-11-10 领域: 工业安全 点击数: 843 摘 要:本文主要介绍台达20PM运动控制器在线缆裁切设备中的应用,并阐述了设备的工作原理、工艺要求及飞剪功能的应用概要。
关键词:20PM 运动控制 程序设计 飞剪 动态CAM曲线
1 引言
传统的线缆裁切机跟随误差比较大,为了解决这个问题,利用台达20PM运动控制器的内置飞剪功能出色完成了各项需求,实现输送和裁切线速度同步,通过调整速度同步区的宽度来完成不同长度线缆的裁切,保证了裁切的精准度。
2 结构及工作原理
2.1 电缆切割机
电缆切割机设备结构如图1、图2所示。线缆裁切设备这是比较典型的飞剪功能应用,台达20PM已内置飞剪功能,可采用以DVP-20PM为控制核心的台达机电产品整体解决方案完成对切刀控制,实现设备控制要求。

图1 电缆切割机机头
图2电缆切割机机神
2.2 DVP20PM运动控制器
台达DVP-20PM00D是一款具有运动控制专用功能的可编程控制器。DVP-20PM00D的最大特点是[url=http://www.chuandong.com/callsale/PLC/index.html]主机直接提供电子凸轮CAM功能,或者说DVP-20PM00D是内置CAM功能的PLC,所以有些场所直接称呼DVP-20PM00D为台达20PM运动控制器。
20PM具有2路500KHz的输入与输出,在CAM功能中定义X轴为从轴,编码器输入轴为主轴,当定义好CAM Table后,从轴依据定义的曲线跟随主轴运动。采用高速双CPU结构形式,利用独立CPU处理运动控制算法,可以很好地实现各种运动轨迹控制、逻辑动作控制,直线/圆弧插补控制等,电缆切割机正是利用了20PM运动控制器的电子凸轮功能很好的解决了上述高速切割时出现的不等长等问题。20PM的主要特点:
(1)20PM适用于高速、高精度、高复杂的运动控制场合;
(2)多段速执行及中断定位;
(3)64K 大容量, 内置Flash存储体;
(5)两组差分脉冲输出,最高脉冲输出达500KHz;
(6)两组手摇轮控制;
(7)内置电子凸轮CAM功能,轻松实现绕线、飞剪、追剪等应用;
(8)支持PLC顺序逻辑控制及NC控制(G 码与M码)。
3 切割机软件设计
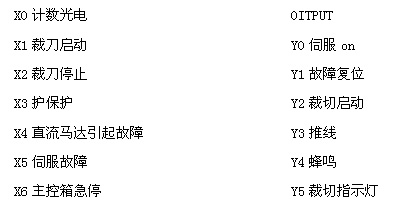
3.1 I/O定义

3.2 飞剪程序设计过程
在利用20Pm飞剪功能写程序的时候需要按照以下步骤来进行:
利用DTO指令来完成飞剪数据的给定
 程序中需要计算填充数据D100-D112,其参数定义如下:
程序中需要计算填充数据D100-D112,其参数定义如下:D101..D100主轴长度
D103..D102从轴长度
D105..D104从轴同步长度
D107..D106从轴同步倍率(F2/F1)
D109..D108从轴最高倍率限制
D110加速曲线:
0 const speed,
1 const Acc,
2 SingleHypot,
3 Cycloid)
D111CAM曲线=0
0 leftCAM,
1 midCAMall,
2 midCAMbegin,
3 midCAMend)
程序中填充数据D100-D112其参数计算过程如下:
(1)D100计算:
D210裁切长度
D222计米轮周长
D212计米轮线数
D224实际计米轮总脉冲数
D226裁切长度脉冲数
D100=D226=D224=D210/D222*D212
(2)D102计算:
D416切刀轮脉冲x D426速比= D200切刀轮脉冲=(D102)
(3)D104计算:
D200切刀轮脉冲x D172同步范围= D204同步脉冲=(D104)
(4)D106倍率计算推导过程:
a. 主轴直径 D1 (mm)
主轴一圈脉波数R1 (Pulses/Rev)
主轴速度 F1(Hz)
主轴速度 V1(mm/sec)
b. 从轴直径 D2 (mm)
从轴一圈脉波数R2 (Pulses/Rev)
从轴速度 F2(Hz)
从轴速度 V2(mm/sec)
c:根据同步时线速度相同即
V1=V2
(F1*3.14*D1/R1) = (F2*3.14*D2/R2)
F2/F1 = (D1*R2*K减速比)/(D2*R1)
= (D250*D256*D258减速比)/( D252*D254)
=D274
=D106脉冲比同步倍率
(5)D108倍率上限
(6)D110加速曲线选择:
0-3曲线选择逐级平滑
(7)D111CAM曲线选择:
选择0保证了切刀切完后回到上位零点等待
8:D112结果ok
以上部分完成了D100-D112的计算填充数据过程,也就是完成了飞剪程序部分设计,
3.3 飞剪程序运行监控
D1799设定X 轴输入端子极性端子极性PG0
D1800输入点状态b5DOG原点信号来计数点 D50LDPm125无效
D1816=530原点回归 DOG 下降沿检测原点回归方向 A/B 相脉冲
D1828 X轴原点回归速度
D1830 X轴原点回归减速速度
D1832 X轴零点信号数N
D1833回原点后X轴补充距离P k0
D1838X轴目标位置(I) P(I) (Low word)
D1848X轴现在位置CP(PLS) (Low word)
D1864=H305 X轴手摇轮输入响应速度设定A/B相脉波4倍频
D1846=100 X单段速定位运动模式启动
D1846=40原点回归模式启动
D1846=2000插入单段速定位运动模式启动
经过上面的分析将分析过程写成程序即完成了主体程序设计,其它各种安全保护和附加功能同WPL程序编写就不一一赘述。
3.4 电子凸轮轴CAM曲线
在CAM的规划上20PM编程软件——PMsoft是先产生位移相对关系再生成速度及加速度关系,但在这里我们是以速度的关系来规划,因此要先产生速度关系再产生位移及加速度,PMsof提供了
 便利功能可以将Export出来的位移数据当成速度数据汇入,完成CAM图,步骤如下:
便利功能可以将Export出来的位移数据当成速度数据汇入,完成CAM图,步骤如下:(1)设定所需的分辨率,在这里我们设定200点:
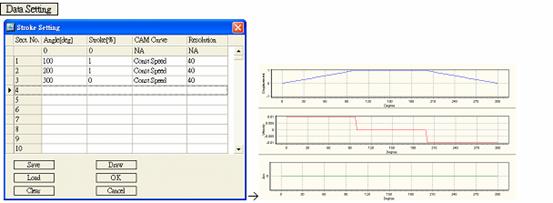
(2)将速度关系建立在位移关系图上, 在这里我们假设位置1在主轴位置100, 位置3在主轴位置200, 位置4在主轴位置300:
(3)将位移关系图汇出再将其当成速度数据汇入即可得到我们要的速度关系图: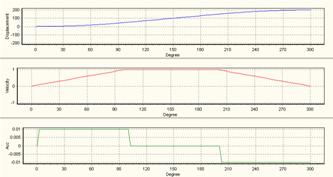
在生成的位移关系图中横轴即是主轴(送料轴)回馈的脉冲量,纵轴即是从轴(切刀轴)运动脉冲量,主轴的位移量(脉冲数) 是裁切长度,在主轴运动过程中从轴(切刀轴)跟随一周,裁切一次。在速度关系图中我们可以看到,从轴与主轴之间有同步裁切区,保证了两者之间的速度同步。以上是飞剪功能介绍以及如何建立CAM关系图,在线缆裁切机中,主轴(送料)不由20PM控制,但其运动由计米轮编码器回馈给了20PM,因此也可以建立送料主轴与切刀从轴之间的运动关系。裁切曲线动态调整介绍CAM曲线可以做到程序中实时进行修改,裁切曲线动态调整是通过FROM/TO指令来完成,只要在裁切周期完成之前写入即可在下一个周期自动变换。在CAM曲线参数中提供了各种平滑曲线供选择,满足对加减速平滑的需求。
4 结束语
基于台达20PM运动控制器的线缆定长切割设备已调试完成并正常运行,裁切重复精度达到客户工艺要求的±1mm以内。20PM飞剪功能成功应用于线缆裁切机。这是20PM飞剪功能的又一次成功应用案例,可广泛应用于各行各业的物料裁切等场合。
DVP20PM是台达PLC家族中运动型控制器,具有强大的运算处理能力,可轻松完成各种二轴、三轴运动控制,特别适合对位置控制和实时响应有较高要求的高速定位应用场合,并内置高速绕线、飞剪、追剪等高阶应用功能,广泛应用于食品加工、包装、木工、机床、线缆切割等行业。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号