



.jpg)



当前位置:首页»案例
- 基于PLC的流水线搬运机械手
-
企业: 控制网 日期: 2009-11-27 领域: PLC&PAC 点击数: 2832 摘 要:探讨了如何利用德国西门子PLC S7-200进行流水线搬运机械手自动控制,重点分析了系统软硬件设计部分,并给出了系统硬件结构图、系统硬件接线图和自动操作程序流程图等等,实践证明,此系统具有高效性、精确性和适应性。
关键词:PLC;机械手;自动控制
Abstract: The paper introduces how to use SIEMENS PLC S7-200 to automatically control the manipulator used to carry in the production line, and emphatically analyzes the hardware and software of the system, and presents the hardware structure chart、the hardware wiring diagram and the automation procedure flow chart etc. and actually the system has efficiency、accuracy and acclimatization.
Keywords: PLC;manipulator;automatic control1 引言
机械手是在机械化、自动化生产过程中发展起来的新型生产设备。近年来,随着国民经济的飞速发展和工业自动化的普遍应用,机械手的研制和开发已成为高科技领域迅速发展起来的一门新兴技术。本文主要探讨了德国西门子PLC S7-200 CPU226机型在流水线搬运机械手中的应用,该设备用于中、小批量生产的柔性自动化生产线上,实现工件在流水线上的搬运。此控制系统已在营口红塔集团生产线上得到了很好的应用。
2 系统概况
流水线搬运机械手是集PLC技术、位置检测技术和气动技术于一体的综合的控制装置。此系统包括PLC控制部分、机械部分和电气部分,机械部分采用滚珠丝杆、滑杆、旋转基座、气缸等等,电气部分包括步进电机、步进电机驱动器、直流电机、传感器、电磁阀等等。
此系统工作原理如下:按下启动按钮后,传送带A运行,直到工件检测开关检测到工件才停止,同时机械手下降。下降到位后机械手夹紧工件,2S后开始上升,而机械手保持夹紧。上升到位后左转,左转到位后下降,下降到位后机械手松开,2S后机械手上升。上升到位后,传送带B开始运行,同时机械手右转,右转到位后,传送带B停止,此时传送带A运行,直到工件检测开关再次检测到工件才停止……,如此循环。
为了流水线搬运机械手动作准确定位,此系统采用了二相八拍混合式步进电机,体积小,具有较高的起动和运行频率,有定位转矩等优点。在机械手基座上还设有一个旋转编码盘,产生一个电压为24V的方波信号,设定每旋转3度编码盘发出一个脉冲,可以提供给PLC的高速计数器,用于PLC的定位控制。为了系统的安全性和准确性,机械手安装了上限和下限滚轴式行程开关;在基座上设有左转和右转电感式接近开关;由光电开关构成的工件检测开关负责检测传送带A上的工件是否到位,到位后机械手开始动作。此外,步进电机固有的特性使它运行在某个频率会产生共振,在编写脉冲输出时,设定的频率值除细分数后避免在200-250之间。
3 系统硬件设计
根据流水线搬运机械手的控制要求,考虑到I/O点数通常留有10%-15%的裕量,我们采用了德国西门子PLC S7-200 CPU226(DC/DC/DC)型号,此类型PLC具有极高的可靠性、丰富的指令集、强大的通信功能和品种丰富的扩展模块等等。此外,很高的性能价格比也是此系统采用它的重要原因。本系统采用晶体管输出类型PLC,它的高速脉冲输出(PTO)功能在步进电机控制上非常的方便,它可以直接通过驱动模块来驱动步进电机实现不同的旋转要求,来控制机械手的位移和运动速度。
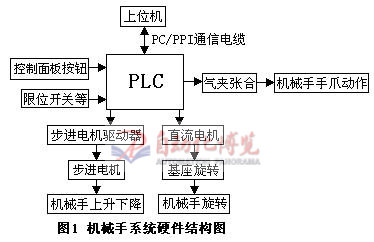
PLC为此系统的控制核心,通过计算机编程,将程序下载到PLC中,进行现场工作。机械手控制系统的输入信号有两部分,一部分是手动、步进、单周期等控制面板按钮,另一部分是光电开关、电感式接近开关和滚轴式行程开关等传感器信号。PLC采用循环扫描的工作方式,通过输入模块,接收和采集输入信号,经过内部程序执行得到输出信号,再通过输出模块刷新,去控制外部的步进电机,从而控制机械手上升下降的精确定位,同时控制直流电机带动基座旋转,从而控制机械手的旋转,此外,PLC还控制气夹的张合,从而实现机械手手爪动作的功能。流水线搬运机械手系统硬件结构图如图1所示。在现场工作期间,可通过计算机组态软件对其动态监控,并可及时地根据具体环境的控制要求对其进行修改和调整。
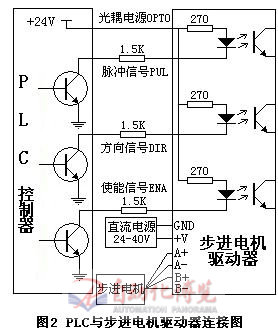
在数控系统中要求点位准确控制时,通常用步进电机作为驱动电机,步进电机运行需要驱动器,步进电机驱动器的作用是把PLC控制系统发出的脉冲信号转化为步进电机的角位移,从而对机械手进行预定的轨迹控制。此系统驱动器电流为1.5A,细分设定为8细分,信号端采用+24V供电,需加1.5K限流电阻,输入端为低电平有效。PLC与步进电机驱动器连接图如图2所示。
此系统PLC的I/O分配表如表1所示,硬件接线图如图3所示。
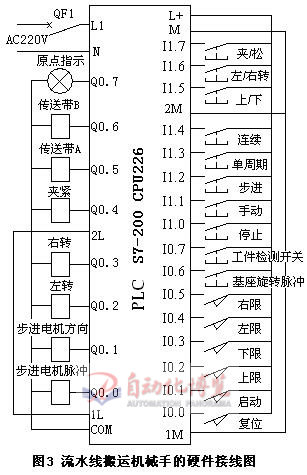
表1 I/O端口分配表

4 系统软件设计
流水线搬运机械手有手动和自动两种操作方式。自动操作方式又分为单周期、连续和步进三种操作方式。其中连续操作是最常用的工作方式。机械手初始状态在原点,手臂在上限位置,I0.2 闭合,旋转基座在右限位置,I0.5闭合。当机械手在原点时,复位按钮不起作用。当按下复位按钮I0.0后,只有按下启动按钮I0.1,重新启动后机械手才能运行工作。当检测到工件时,只有机械手在原点时才能动作,否则机械手不能动作。在运行中,若PLC掉电,机械手动作停止。重新启动时,先用手动操作将机械手归回原点,再按启动按钮,便可重新开始工作。在手动操作程序中,为了防止误动作,加入了必要的连锁保护部分。比如:机械手不论是左转还是右转,必须处于上限位置才能执行,所以在左转Q0.2和右转Q0.3的得电线路上设有上限I0.2动合触点。此外,机械手的左转和右转程序中还需加上互锁部分。
根据前面的系统控制要求和I/O分配表分析可得自动操作程序流程图,如图4所示。具体的工作过程如下:当PLC刚运行时,初始脉冲继电器SM0.1对系统进行初始复位,机械手处于上限位和右限位,顺序控制继电器S0.0置1,Q0.7得电,原点指示灯亮。按下启动按钮I0.1后,S0.1置1,同时S0.0置0,原点指示灯灭,Q0.5得电,传送带A开始运行。当工件检测开关I0.7检测到工件后闭合,S0.2置1,同时S0.1置0,传送带A停止,Q0.0得电,步进电机得到反方向的脉冲输出信号,机械手下降。当碰到下限行程开关I0.3后,S0.3置1,同时S0.2置0,机械手停止下降,Q0.4置位,机械手气夹夹紧,同时定时器T37开始计时,延时2S后,T37动合触点接通,S0.4置1,同时S0.3置0,Q0.0和Q0.1得电,步进电机得到正方向的脉冲输出信号,机械手上升。当碰到上限行程开关I0.2后,S0.5置1,同时S0.4置0,机械手停止上升,Q0.2得电,机械手左转。当碰到左转限位开关I0.4后,S0.6置1,同时S0.5置0,机械手停止左转,Q0.0得电,机械手下降。当碰到下限行程开关I0.3后,S0.7置1,同时S0.6置0,机械手停止下降,Q0.4复位,机械手气夹松开,同时定时器T38开始计时,延时2S后,T38动合触点接通,S1.0置1,Q0.0和Q0.1得电,机械手上升。当碰到上限行程开关I0.2后,S1.1置1,同时S1.0置0,机械手停止上升,Q0.3和Q0.6得电,机械手右转,同时传送带B运行。当碰到右限位开关I0.5后,S1.1置0,机械手停止右转,传送带B停止运行。如果此时为连续操作方式,当同时按下I1.4和I0.1后,M1.0置位,S0.1置1,循环执行自动操作程序,若为单周期方式,按下I1.3接钮,M1.0复位,S0.0置1,则机械手停止在原点。
5 结束语
流水线搬运机械手具有高效的工作效率,准确的定位精度,超强的适应能力,实现了机械化和自动化的有效结合。并且此系统通过两年多的实际运行,体现了PLC控制的优越性,生产效率提高35%,运行稳定,可靠性高,维修方便,有着广泛的应用前景。
参考文献
[1]李道霖.电气控制与PLC原理及应用[M].电子工业出版社,2006.7
[2]田淑珍.可编程控制器原理及应用[M].机械工业出版社,2008.5
[3]廖常初.S7-200 PLC基础教程[M].机械工业出版社,2009.2
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号