



.jpg)



当前位置:首页»案例
- 带钢力学性能自动化检测平台开发
-
企业: 控制网 日期: 2009-12-22 领域: 人机界面 点击数: 346 
吴泽(1982-)
男,河南许昌人,许昌学院助教,河南师范大学研究生,主要研究方向为计算机应用网络通信。
基金项目:河南省教育厅自然科学研究资助项目(2008A510014)
摘 要:构建了基于工控机的带钢力学性能自动化检测硬件平台,完成了自动检测软件的分析和设计,核心部分采用神经网络进行建模,应用好的控制算法进行网络训练,实现了带钢力学性能预测,该平台可应用于轧钢流程的参数控制,提高生产的自动化水平。
关键词:神经网络;力学性能;测试平台;算法Abstract: The automation measure platform constructed by industrial control computer and the measure software was designed. The algorithm core is the artificial neural networks, and the networks training is finished by the control algorithm. Our algorithm is able to forecast the mechanical properties of strip steel. The platform can be applied in parameters control of rolling with the high level automation.
Key words: neural network; mechanical properties; measure platform; algorithm1 引言
为了合理地使用板带钢和评定其质量,技术标准中都有对钢材进行力学性能及工艺性能试验的规定。力学性能是指钢材受外力作用时反映出来的各种指标,包括抗拉强度、屈服强度、伸长率、断面收缩率和冲击韧性等。工艺性能试验的目的,是检验板带钢具有的再加工性能,工艺性能包括弯曲、冲压、焊接性能等。钢材的力学性能预报可以通过对其化学成分、轧制制度、冷却制度等生产工艺参数为输入进行钢材抗拉强度、屈服强度、断裂延伸率等力学性能指标的预测;通过工艺参数的优化调整,提高产品质量;有助于进行新钢种开发和新工艺设计,提高生产效率和经济效益[1]。目前我国在带钢力学性能检测方面还不能适应现代化生产要求,能有效解决带钢力学性能检测将大大提高生产效率和产品质量,在资源短缺的现代社会起到举足轻重的作用[2]。计算机技术在轧制过程中的不断应用,使现代化的轧钢生产达到一个全新的水平。随着对钢铁材料的性能质量提出的更高要求,计算机数值模拟技术正由轧件尺寸形状的预测和力学模拟转到金属组织性能预测和控制上来。通过对微观组织演变和带钢力学性能的软测量技术,可实现轧制变形过程中的精确化和定量化控制,达到优化工艺和成分的目的。带钢力学性能预测的实质是找到生产工艺参数和力学性能的非线性映射关系,论文采用多层前馈人工神经网络进行带钢力学性能预测研究,完成了自动化检测平台的软硬件实现。
2 平台硬件组成
平台的硬件架构如图1所示。
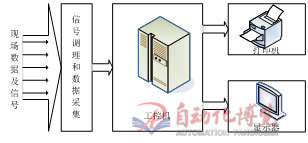
图1 平台硬件架构
带钢力学性能分析是一项复杂的问题,系统在硬件构架上整体系统为开环控制方式,系统实现实时检测和离线分析相结合方式运用平台[3]。轧钢生产线实时数据通过信号调理及数据采集模块进入工控机,工控机为系统核心部件,主要负责对数据的分析和处理,并生成报表,可选择打印和显示输出。
3 自动检测分析软件设计
3.1 软件模块
自动检测分析软件是本系统的设计核心,软件主要有实时数据库模块、神经网络分析模块、控制数据生成模块、数据预处理模块、报表分析等模块组成,其中神经网络分析模块是本系统的核心设计。软件基本构架如图2所示。
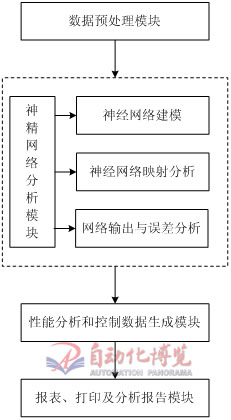
图2 平台软件模块框架
数据预处理模块主要负责对现场实时数据和其他样本数据进行归一化处理,为进入神经网络分析做准备;神经网络分析模块完成力学性能分析的整体部分,包括神经网络建模(确定网络结构,输入单元修正和确定,隐节点设计等),神经网络映射分析(实现神经网络算法,进行参数自寻优)及网络输出和误差分析,如果实现网络性能及相关性能指标,生成控制数据,并打印报表,给出分析报告。
3.2 基于改进BP神经网络的力学性能分析模块
BP网络按有导师学习方式进行训练,利用实际输出与期望之间对网络各层连接权按由后向前逐层进行校正的一种计算方法。BP算法主要分为工作信号正向传播过程和误差信号反向传播过程。输入信号从输入层向前传递到中间层单元,经过作用函数后,再把中间层节点的输出送到输出层节点,最后在输出端产生输出信号。这是工作信号正向传播。然后将输出层输出信号与期望值相比较,其误差信号由输出端开始,从输出层到中间层,再从中间层到输入层,将误差逐层传送并修正各层连接权。这两个过程反复多次,直至误差达到精度要求,BP网络学习结束[4]。BP算法实质上是把一组样本输入输出问题转化为一个非线性优化问题,并通过梯度算法利用迭代运算求解权值问题的一种方法,虽然反向传播算法得到广泛应用,但它也存在自身的限制与不足,针对BP算法的不足,1991年英国Billings等人提出前向网络的递推预报误差算法(RPE),设n0、n1和n2分别为输入层、隐层及输出层中的神经元的数目,xi(i=1,2,...,n0)及 分别是网络的输入输出值,x'、b'i(i=1,2,...,n1)是隐层中第i个神经元的输出值和阈值。
分别是网络的输入输出值,x'、b'i(i=1,2,...,n1)是隐层中第i个神经元的输出值和阈值。 表示第k-1层中第j个神经元对第k层第i个神经元的连接权值[5-6]。取隐节点的作用函数为S型函数:
表示第k-1层中第j个神经元对第k层第i个神经元的连接权值[5-6]。取隐节点的作用函数为S型函数: (1)
(1)
则整个网络的输入输出关系为:
 (2)
(2)
 (3)
(3)
RPE算法采用极小化预报误差准则来进行参数估计,准则函数定义为:
 (4)
(4)
式中 是预报误差向量,N是数据长度。
是预报误差向量,N是数据长度。
RPE算法的原理是沿J的Gauss-Newton搜索方向修正未知参数向量,从而使J 。参数向量修正公式为
 (5)
(5)
其中 是Gauss-Newton搜索方向,定义为
是Gauss-Newton搜索方向,定义为
 (6)
(6)
式中 是
是 关于
关于 的梯度,
的梯度, 是的Hessian矩阵;它们分别是关于的一阶和二阶微分,且有
是的Hessian矩阵;它们分别是关于的一阶和二阶微分,且有
 (7)
(7)
 (8)
(8)
其中 是网络的一步预报值对的一阶微分。
是网络的一步预报值对的一阶微分。
基于上述原理的RPE算法为
 (9)
(9)
其中 为遗忘因子。
为遗忘因子。
对于只含单隐层前向网络,利用式(3)得到 阵的元素
阵的元素
 (10)
(10)
对于单隐层前向网络算法流程如下:
①初始化,取权值和阈值为较小的随机值,取 为对角阵,取
为对角阵,取 为一适当值;
为一适当值;
②根据网络输入,按式(2)、(3)分别计算隐层节点 及输出节点的值;
及输出节点的值;
③按式(10)构成阵;
④根据式(9)求预报误差,P阵及参数序列 ,从②至④反复进行,直至收敛。
,从②至④反复进行,直至收敛。
4 力学性能分析的神经网络实现
4.1 样本数据的处理
以某轧钢厂生产线为工程背景,通过信号调理和数据采集模块获取现场数据,以获取的数据为研究对象,样本数据选取带钢厚度、碳元素含量、锰、硅、磷、硫等元素的含量作为网络输入,预测的力学性能指标带钢的屈服强度、抗拉强度和延伸率等作为网络输出。考虑到网络学习速度及网络泛化能力,网络输入数据进行随机排序,样本空间共选取900组实验数据,前800组实验数据作为训练样本,后100组数据作为测试样本,所有数据在网络训练前进行归一化处理。
4.2 网络层次结构确定
输入层神经元有6个神经元节点,规定输入矢量为 ,代表带钢厚度和化学成分的质量分数:
,代表带钢厚度和化学成分的质量分数:

其中
 ,分别代表带钢厚度、碳、锰等化学元素含量。
,分别代表带钢厚度、碳、锰等化学元素含量。

图3 网络训练结果图
采用三层BP网络,隐层单元数设计为12个神经元节点。
输出层为3个神经元节点,输出矢量为 ,即
,即 ,其中
,其中 分别代表带钢力学性能指标屈服强度、抗拉强度和延伸率。
分别代表带钢力学性能指标屈服强度、抗拉强度和延伸率。
4.3 网络训练与学习
网络训练采用递推预报误差算法,运用MATLAB语言实现网络并进行训练,实验中遗忘因子初始值选为0.6,n0=6、n1=12,n2=3每次训练取前800组数据,当误差达到预设的要求时,就停止训练[7-8]。算法中网络训练步长设为2000,训练误差设为0.001,采用递推预报误差算法进行仿真,仿真结果如图3所示,由于样本空间比较大,从训练曲线可以看出网络收敛快速,在进行1000步左右即可实现网络训练。
5 结语
论文所建硬件平台简洁直观,软件采用模块化设计,具有很高的可裁剪性,通过改进神经网络解决了带钢力学性能指标预测这一类信息不完备、难以建模的非线性复杂系统,系统不足在于系统软件分析的复杂性和系统本身实时性的限制,没有形成整体管控一体化的闭环实现,今后将通过其他相关技术进行改进;论文给出了神经网络进行建模和自寻优得具体算法,所建模型能够充分描述输入与输出的映射关系,通过仿真结果可见该模型具有较好的预测精度;论文提出的方法可有效应用于轧钢流程的参数控制,提高生产的自动化水平。其他作者:
王武(1978-),男,甘肃兰州人,讲师,硕士,主要研究方向为控制理论与控制工程、智能控制。参考文献:
[1] 方沂,李凤泉. 基于人工神经网络的高速加工表面粗糙度预测模型[J]. 工具技术,2006,(11): 78~80.
[2] 王丹民,李华德,周建龙等. 热轧带钢力学性能预测模型及其应用[J]. 北京科技大学学报,2006,7: 687~690.
[3] 赵健,李安贵. 人工神经网络在带钢力学性能预测中的应用[J]. 微计算机信息,2007,8-1: 285~286.
[4] 王武,张元敏,贾石峰. 基于神经网络的齿轮质量检测应用研究[J]. 机械设计与制造,2008,5.
[5] 魏海坤. 神经网络结构设计的理论与方法[M]. 北京: 国防工业出版社,2005,2.
[6] 焦李成. 神经网络计算[M]. 西安: 西安电子科技大学出版社,1995.
[7] 李国勇. 智能控制及其MATLAB实现[M]. 北京: 电子工业出版社,2005.
[8] 闻新等. MATLAB神经网络仿真与应用[M]. 北京: 科学出版社,2003. 7: 120~140.
——转自《自动化博览》
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号