



.jpg)



当前位置:首页»案例
- 霍尼韦尔质量控制系统(QCS)在涂布卡纸上的应用
-
企业: 霍尼韦尔中国公司 日期: 2010-10-24 领域: 运动控制 点击数: 1219 一.摘要、关键词
【摘要】:山东晨鸣纸业集团股份有限公司涂布白卡纸机采用世界上先进的三长网与顶网的纸页成型技术、靴式压榨,配置了先进的机内硬压光机、五个涂布头的机内涂布机、机内软压光机和完成设备。设计车速800米/分,卷纸宽度为5650毫米,年产量为30万吨。其质量控制系统是霍尼韦尔公司提供的达芬奇质量控制系统(Da Vinci QCS),它配备了业内最为广泛的各种在线传感器和高速扫描头,最终提供了可靠、稳定、精确、高精度的横向、纵向的测量和控制功能。
二.工艺描述,系统和功能要求
我公司的涂布白卡纸项目是国家“双高一优”大型技改项目之一,产品定位为高档涂布白卡纸。生产线采用世界上先进的三长网与顶网的纸页成型技术、靴式压榨,配置了先进的机内硬压光机、五个涂布头的机内涂布机、机内软压光机和完成设备。设计车速800米/分,卷纸宽度为5650毫米,年产量为30万吨。 质量控制系统(QCS)要求采用世界上先进的控制技术,能对整条生产线的产品质量实行全方位监控。要求在施胶前、卷取前与涂布头前后分别设有一个扫描架,安装必要的检测探头,除对定量、水份、涂布量进行纵向控制以外,还需对定量、水份、涂布量、厚度进行横向控制,这样才能有效地保证成纸的生产质量①。
本系统前后共需7个扫描架、5套横向控制(横向定量控制、横向水分控制、横向厚度控制、正/反面涂布量横向控制),与三菱、库斯特、美卓、西门子等多家系统存在通讯接口。传感器配备定量、微波水分、厚度、灰分等传感器,用于检测定量、水分、厚度、涂布量等指标并用来进行相应的纵向、横向控制。
本项目在实施过程中的难点:
1.浆网速比多层控制;
2.与其它系统的通讯接口;
3.涂布量测量方法;
4.瓦哈托流浆箱上的稀释水阀与霍尼韦尔控制执行器的结合;
5.横向定量、横向水分控制要求能在1#、2#扫描架之间切换控制,以实现备用。
三.霍尼韦尔的解决方案
霍尼韦尔针对用户的要求提供了一套达芬奇质量控制系统(Da Vinci QCS),它配备了业内最为广泛的各种在线传感器和高速扫描头,最终提供了可靠、稳定、精确、高精度的横向和纵向的测量和控制功能。系统按客户要求配置了7个扫描架,每个扫描架都配置了定量、微波水分、灰分、纸页温度、空气间隙温度和间隙距离传感器,厚度传感器安装在原纸扫描架和卷取扫描架上,系统配置包括了所有需要的其他设备(如操作站终端、打印机、控制主机)和系统所需的应用软件。包括与第三方系统的通讯所需的接口、硬件、软件和相关工作。系统结构如图一所示:
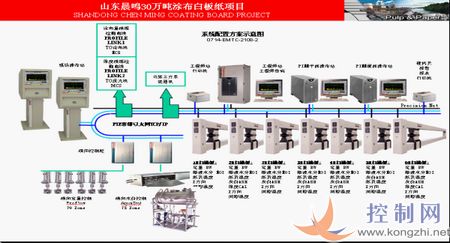
图一:系统结构布置图
系统硬件介绍:
扫描架采用达芬奇4000系列 O 型双工字钢承重梁型扫描架,配备有扫描头表面加热均温系统、防静电装置、防结露单元、自动温控系统、纸边到纸边的检测系统等附属装置。扫描头可挂12传感器,方便传感器扩展。扫描速度是可调节的,最大扫描速度为600 mm/s,扫描位置测量精度为+/- 2mm,以达到最佳的横向和纵向控制。
传感器全部采用智能新型传感器,保证了测量重复性和精度。
网络采用容错以太网FTE作为达芬奇系统的控制网络,提供了冗余配置的高品质的交换机,扫描架和横向系统分别挂于控制网络,容错以太网FTE 是Honeywell的专利技术,该技术可以保障以太网满足控制网络实时性和可靠性的要求且提供了可靠的100Mbps 高速传输速率。
达芬奇系统软件介绍:
纵向定量控制是通过对量化的干浆流量的控制来实现的。纵向水份控制是通过对烘干部的控制来对最终水份进行控制的。达芬奇系统控制本身和其他相关控制解耦来消除影响、优化过程稳定的交互作用,控制品质随着扫描速度的加快而提高,且对生产过程变量的快速变化的控制更加有效,使经济效益显著提高。
协调车速变化控制是将速度设定值变到新的设定值过程中,同时协调如浆流量,篜汽压力,总压头以及其他相关变量的变化来保持产品的质量的平稳过渡。达芬奇系统是通过前馈和延时等控制作用实现的,其设定值的改变量用于精确补偿由于车速变化而带来的产品质量的改变,确保了产品质量的平稳过渡。
断纸烘缸启/停控制是指在断纸发生时对烘缸蒸汽压力的控制以防止烘缸积水或过热,断纸发生时烘缸蒸汽压力将自动下降到一个预先设定的设定值,设定值可以是正常烘缸蒸汽压力的一个百分值,经过一定延时后,再次下降到另一预先设定的设定值,当断纸故障消除后烘缸蒸汽压力将自动恢复到正常的烘缸蒸汽压力,每段变化的幅度,延时时间,坡变速度和段数都可根据需要设定。达芬奇系统对断纸烘缸启/停控制有助于缩短断纸时间快速恢复产品生产,快速达到原来的产品质量。
针对本项目在实施过程中的难点,霍尼韦尔提供了如下解决方案:
1.达芬奇浆网速比多层控制
浆网速比控制是用来稳定流浆箱的匀度和抗张比率。浆网速比控制为流浆箱的压力控制器计算出压力设定值。当纸机车速或浆网速比设定值改变时,自动调节流浆箱压力控制器的设定值。达芬奇系统提供了三层网前箱的浆网速比控制,改善了纸张的质量和多层流浆箱的稳定性,减少了扰动和断纸次数,减少了更换生产品种期间和生产速度变化期间的不合格纸张,简化了维护和故障处理,从而使多层流浆箱获得了良好的性能。如图二:

图二:浆网速比多层控制
2.与其它系统的通讯接口
本系统与多个供货商存在通讯,有着数据上的传送,霍尼韦尔公司达芬奇系统为用户提供了开放的通讯协议如OPC、PRIFIBUS-DP等,有了开放的通讯协议,达芬奇系统把第三方系统作为自己系统的一部分进行了无缝衔接,满足了设备供货商的需求,确保了通讯的畅通,使数据交换更加方便。
3.涂布量测量方法
现在最常用的测量方法有三种,分别为直接涂布量传感器测量法、绝干差法、灰分差法。
直接涂布量传感器测量
这种方法是采用红外线传感器直接测定,工作原理是根据涂料成分有选择地吸收某些红外线波长,当把传感器放在涂布机前和涂布机后的扫描架上时,传感器就可以测出涂料中的成分比,就可以确定涂布量。当前已经应用了具有对粘土、胶乳、水分、纤维等各自特有的检测红外线波长带段的传感器,用于测定纸的涂布量。不同的被测定物具有自己特有的吸收波长带,而检测出的是具有选择性的那个狭窄的波长带。红外线传感器测定的精度主要受传感器的性能和过程参数的影响。
优点:
测量精度跟克重无关;相比其他方法在克重比较大的情况下精度会好些;能精确提供横向涂布量控制用曲线,对有横向涂布量控制的最好。
缺点:
需要有两种不同比率的填料(例:碳酸钙、粘土、乳胶等),要想测量准确比率必须清楚;需要大量的标定工作,不同的配方不同的纸种都需要标定;需要多个传感器,分顶面涂与底面涂;涂布量传感器价格昂贵。
绝干差法
图三:绝干差法
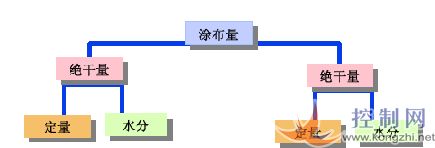
这种方法是利用涂布后与涂布前绝干量的不同来计算出涂布量。
优点:
简单易用,不需要敏感的灰分的成分与含量;在低定量的原纸上每面涂布量大于10克时精度高。
缺点:
需要4个传感器同时校正,误差大;不适合定量克重很高的纸,克重越高误差越大;不能提供精确的涂布量测量曲线。
3)灰分差法
图四 :灰分差法
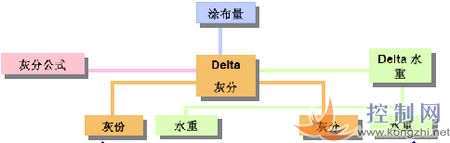
在生产实践中,灰分法是一种较为准确的测量涂布量的方法。测量时可以同时测定出原纸和成纸的灰分含量、水分含量和成纸的定量,通过计算得出涂布量的值。当然还需要知道涂料配方中颜料的种类和比例以及胶粘剂的用量等,因为颜料和胶粘剂在高温下可能会被烧掉或失去其结晶水。可通过以下公式进行计算:
Bt=hBc[(Ac-Ay)-(AcMc-AyMy)]/[1-hAy(1-My)]
式中:Bt——涂布量,g/m2; Bc——成纸的定量,g/m2; Ac——成纸的灰分含量,%; Ay——原纸的灰分含量,%; Mc——成纸的水分含量,%; My——原纸的水分含量,%; h——涂布量换算系数。 h=hy/hpf;
式中: hy——颜料的换算系数。碳酸钙为1.786,高岭土为1.16;
hpf——涂料配方换算系数。其数值等于配方中总固形物份数除以颜料份数。
优点是同绝干差法相比,精度更高,能提供相对精确的横幅涂布量曲线。
缺点是对灰分的成分和含量敏感,需要大量的标定。
霍尼韦尔针对用户的机型,推荐用户使用在线传感器直接涂布量测量。但通过与客户进行讨论,虽然用直接涂布量测量控制效果最好,但因经济性等原因,最后确定绝干差用于涂布量的纵向控制;灰分差用于涂布量的横向控制。这样,达芬奇系统提供了较准确的纵向涂布量用于涂布量的纵向控制,提供了相对精确的横向涂布量曲线用于涂布量的横向控制。事实证明,达芬奇系统的涂布量横向控制曲线和纵向控制值,完全满足了生产的需要。
4.瓦哈托流浆箱上的稀释水阀与霍尼韦尔控制执行器的结合
瓦哈托公司提供了流浆箱上的阀门,霍尼韦尔公司提供了执行机构与其相连,然后通过霍尼韦尔的横向控制系统进行控制调节,包括横向多变量预估控制(Performance CDMultivariable Control),这种独特的应用能够协调多个执行器以优化多种纸板属性,由此提高纸张质量,最大化生产效率并节约能源和资源。如图五:

图五:阀门与执行器的结合
5.横向定量、横向水分控制要求能在1#、2#扫描架之间切换
根据客户的要求,横向定量、水分的控制要能够在1#、2#扫描架之间切换,当一个扫描架出现问题后,另外一个扫描架可以接替控制,不影响产品质量及其生产。达芬奇系统采用其强大的软件功能,利用RAE4.0的应用软件实现,在操作画面上只需用鼠标点一下即可完成扫描架的切换,且不影响产品质量。如图六:
图六:横向控制切换
四.应用总结
霍尼韦尔提供的达芬奇质量控制系统利用其精确、稳定、可靠的硬件和优异的控制软件,极大的改善了纸张的纵向定量和水分,很大程度的减小了横幅定量差、厚度差,避免了因定量水分以及横幅差等的不稳定引起的翘边、打折、厚度差等产品缺陷,提高和稳定了产品质量,提高了成品率,减少了副品,降低了消耗,使我公司的经济效益得到显著提高。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号