



.jpg)



当前位置:首页»案例
- 嵌入式柔性开放式数控系统的研究
-
企业: 日期: 2010-11-09 领域: 运动控制 点击数: 3700 
作者简介:
曹建福(1963-),男,博士,西安交通大学教授,陕西省自动化学会秘书长。
曹建福教授主要研究领域是先进机器人控制技术、高速高精度数控技术、工业系统故障诊断与非线性系统理论。在高速高精度数控技术领域,取得了大量的研究成果,主持了国家“六五”科技重点攻关项目“经济型铣床数控系统”,国家“七五”科技重点攻关项目 “高精度磨床数控系统”,西安市重大科技创新工程“嵌入式数控系统研制”,国家技术创新基金“电子制造设备用数控系统”。在非线性系统与工业系统故障诊断方面进行了研究,提出了基于非线性频谱特征融合的故障诊断方法。主持及参加国家“973”项目、863项目、国家自然科学基金、省市级重大技术创新项目及企业项目共计30多项。
摘要:开放式数控系统是下一代数控系统的主要发展方向,本文对基于PC结构的开放式数控系统研究情况及存在的问题进行了分析。为解决嵌入式数控系统的开放性问题,论文提出了一种基于构件的柔性式开放式数控系统体系结构,论述了其硬件逻辑、软件组态方法。利用这种柔性结构,所开发的系列数控系统已在工业上得到了应用。
关键词:开放式控制器;嵌入式系统;数控系统;现场总线
当加工装备的联动轴数、控制功能发生变化时,若采用传统的体系结构需要采取定制方式独立开发数控系统(CNC),各种系统软硬件无法共用,而且开发周期长、成本高。随着航空航天、汽车、造船等行业技术的不断发展, 对数控装备的柔性和适应性也提出了更高的要求,因此对开放式结构数控系统的研究引起了国际范围内的高度关注。具有开放式体系结构CNC允许用户根据需要进行选配和集成、更改或扩展系统的功能,以便迅速适应不同的应用需求,该体系结构应该具有以下属性:互操作性、可移植性、可伸缩性、可替换性。开放式数控系统的迅猛发展也得益于PC在工业控制领域的广泛应用。
20世纪90年代初,欧美、日本等工业发达国家相继提出设计开放式体系结构数控系统的问题,向规范化、标准化发展是普遍的共识[1]。美国最早提出了NGC(Next Generation Controller,下一代控制器)计划,该计划首要目标是建立一个与生产商无关的开放式系统体系结构标准规范SOSAS,用来指导机床控制器的设计。美国三大汽车公司在1994年提出了OMAC(开放的模块化结构控制器)标准。欧洲在90年代提出了OSACA计划,该计划由德国、法国、瑞士等欧共体国家的系统制造厂、机床制造厂和科研机构联合发起。OSACA数控平台由硬件和软件组成,包括操作系统、通讯系统、系统设定、图形服务器和数据库系统等。系统平台通过API与具体应用模块AO(结构对象体)发生关系。日本在90年代提出了OSEC(控制器的开放系统环境)计划,目的是开发基于PC平台的新一代开放结构数控系统,OSEC采用了3层功能结构,即应用层、控制层和驱动层。这些计划与标准协议得到了许多数控技术厂商的支持,很多基于这些技术规范的数控系统已经投入应用,例如DeltaTau公司采用PC机和PMAC控制卡构成了PMAC开放式CNC系统。
从90年代开始,国内一些研究单位和企业投入大量的人力进行开放式数控系统的研究工作(CONUC) ,在2002年发布了开放式数控系统的国家标准GB/T 18759。华中数控技术公司开发了华中ⅰ型、世纪星等系列数控系统,采用通用PC平台+运动控制器的硬件结构,软件基于DOS、Windows操作系统,联动轴数可达2~9轴,具有多种形式的插补功能,最小分辨率可达1微米,速度可达24m/min,具有联网、高速远程通信功能[2]。沈阳计算所蓝天数控公司基于工业PC系统,开发了蓝天ⅰ型、NC-110、NC-200等系列数控系统,联动轴数可达8轴联动。目前国内开发的各种基于PC结构开发的数控系统虽然己具有一定开放性,但严格来说还不具备开放式数控系统的本质特性,软件还仅仅处于结构化开发水平。近年来,开展了基于现场总线的开放式数控系统的研究工作,北京航空航天大学最早利用SERCOS协议,研制出光纤数字通讯的开放式数控系统,大连光洋、上海开通公司也开发出高档光纤总线式数控系统。目前已开发的现场总线数控系统核心处理模块还是基于PC,在开放性方面与基于工业PC的数控系统一样仍存在开放性差的问题。在国内市场上大量使用的中低档数控系统,如广州数控、北京凯恩帝的数控系统产品,都是在嵌入式系统环境下进行开发并实现的,而对这种嵌入式数控系统的开放性研究,国内还只是停留在研究阶段[3]。
在开放式数控系统结构和关键技术研究方面, 国内外研究者也进行了大量的研究工作。文[4]将STEP-NC数据模型和IEC61499功能块标准引入到数控系统设计中,提出了一种基于分层功能块结构的开放式数控系统,这种结构除了具有面向对象的特点外还支持设计框架,并在实际铣床中得到应用。文[5]提出了一种内核软件结构用于方便连接开放式CN的软件和硬件,通过使用资源模型和进程模型来实现。文[6]开发了一种五层树形结构的CNC系统软件包,树的结点单元是具体函数,处理实时任务的模块单元采用动态链接库,处理非实时任务的模块单元采用由COM组件实现,CNC的外部接口采用国际标准的实时串行协议通信SERCOS内部接口遵循OMAC协议。文[7]提出了一个开放式CNC内核的设计方案—功能分离设计法(FSD),这种内核结构包括三部件:机器引擎接口、事件处理器EP、系统描述数据SDD,机器引擎接口通过对HMI的设定实现,SDD存储控制规则和模块化NC功能,EP负责处理事件。献[8]提出了一种基于现场总线和组件技术的开放式数控系统结构。文[9]提出了一种基于CORBA的开放式数控系统结构,使用TAO作为系统构件的软总线,系统接口通过OMG IDL定义。文[10]提出了一个基于功能组件的数控系统结构框架,通过绑定表方式支持组件功能的软硬件协同实现,引入异步通讯机制(ACM)提供通讯模型。文[11]提出了一种由主控流水线线程、驱动程序和微代码实时执行单元构成的数控流水线体系,定义了指令和微代码接口,流水线线程封装了从指令译码到生成数控微代码的主要控制功能,采用标准编程接口和软件开发技术。微代码实时执行单元由开放式硬件进行实时控制,通过缓冲区隔离了流水线的实时和非实时部分。文[12]提出了一种数控系统的组件模型,该模型结合了通用PC、Linux和实时组件的优点,数控系统软件由组件库、虚拟模块系统和配置系统构成。文[13]用层级式有限状态机描述数控系统的控制逻辑,建立了有限状态机基础类库,可根据有限状态机完成对数控系统的重构。文[14]提出了基于组件的开放式控制系统结构框架,系统由硬件层、实时操作系统层、CML层(提供程序接口、通讯功能、配置功能)、应用程序层等组成。
嵌入式数控系统的研究是目前国际自动化与制造技术领域的重要研究方向。作者所在的课题组针对智能测控仪器装置的快速组态开发难题,经过十多年研究开发出了嵌入式柔性开发平台,快速开发了20余种智能测控仪器装置,该项目成果“嵌入式柔性开发平台及智能测控装置开发”获得了2009年国家科学技术进步二等奖。作者利用该嵌入式柔性开发平台,开发出了系列的嵌入式开放式数控系统,这些数控系统已在5轴联动加工中心、6轴管相贯切割机、高速雕刻机等装备上得到大量应用。
1 基于PC开放式数控系统的主流结构及存在的问题
个人计算机(PC)从产生到现在,其计算能力和可靠性飞速提高,硬件已完全实现标准化,这些使得它越来越适合于工业环境下使用。PC具有丰富的支持软件来改善CNC系统的用户界面、图形显示、动态仿真、数控编程、故障诊断、网络通讯等功能。利用PC上功能强大的开发工具,机床制造商和用户可以采用通用的编程语言编制软件模块代替系统的原有模块,便于机床厂和用户添加具有自己独特技术的功能模块。基于PC的数控系统是实现CNC开放化比较方便的途径。从实现方法上,目前基于PC的开放式数控系统有3种模式:NC板插入到PC机的扩展槽中、PC板插入到NC系统中、软件NC。
(1)NC板嵌入PC机
这种形式就是将运动控制板或整个CNC单元(包括集成的PLC)插入到个人计算机的扩展槽中。PC机完成非实时处理任务,实时控制由运动控制板来承担。这种方法能够方便地实现人机界面的开放化,借助于所插入NC板的可编程能力,能部分实现系统核心结构的开放。
(2)PC嵌入CNC
就是在传统的CNC中提供PC前端接口,使其具有PC化的人机界面,能够集成应用程序、网络接口等。这种系统的NC内核保持了原有的封闭性,开放性受到限制。这一形式主要为一些大的CNC控制器制造商所采用。其原因有两个方面:一是许多用户对它们的产品很熟悉,也习惯使用;二是这些大控制器制造商不可能也不愿意在短时间内放弃他们传统的专用CNC技术。
(3)Soft型数控系统模式
这种模式的CNC部分全部装在PC机中,硬件部分为插在PC机扩展槽中的I/O板,提供给用户最大的灵活性。这类系统借助现有的操作系统平台,在应用软件的支持下,通过对CNC软件的适当组织、划分、规范定义和开发,实现CNC的开放性。这种控制模式的硬件成本是最经济的,但实时性不能保证。
几种有代表性的基于PC数控系统:
(1)德国Andronic 2060数控系统
Andron公司开发的Andronic 2060数控系统是基于微机和Windows平台,它采用由两个Intel处理器,通过PCI-PCI桥进行相互通信。一个处理器承担数控运算(NC计算机),另一个作为人机界面计算机。NC计算机中插有NCCPU卡、NC机床卡。NC机床卡与数控驱动装置连接,并且通过2块带PCI桥的总线卡与人机界面计算机通信。人机界面计算机的内部总线卡与数控系统操作面板和外部接口连接。
(2)国内SKY2006型数控系统
南京四开电子企业公司开发的SKY2006型数控系统基于WINDOWS平台,采用通用X86工业PC进行数控运算(软件实时模块),通过l00M/lG以太网与基于FPGA精密插补核心(硬件实时模块)相连。系统多轴运动的实时性有FPGA的精细插补软核并行完成,保证数控轨迹高精密性。FPGA核心模块支持PROFIBUS?DP(10M)与驱动连接,同时也有30M的SKYLINK内部协议与模拟驱动扩展模块相连,便于已有的机床进行系统升级。操作面板和一般性I/O由RS485I/O卡通过RS485与工业PC相连。
虽然在很长一段时间内,基于PC平台的设计数控系统是国内外采取的主流模式,但在未来高性能数控系统体系结构中采用嵌入式技术是系统设计者的必然选择。当前,数控系统正向着高速、高精、智能化方向发展, 高速高精度控制涉及进给速度达到60m /min, 加速度2g 以上,插补周期达到0.125ms,计算精度达到纳米级,需支持样条插补、刀具中心点补偿(RTCP) 、机床综合误差与温度补偿、切削力自适应控制、在线三维实体仿真显示等智能化功能,对数控系统的计算能力要求越来越高, 基于PC 的数控系统很难满足以上的高性能要求。 同时,基于PC平台的数控系统所存在的体积大、可靠性差等固定的问题,也越来越无法适应未来高档数控装备的需要。
2 嵌入式柔性开放式数控系统的体系结构
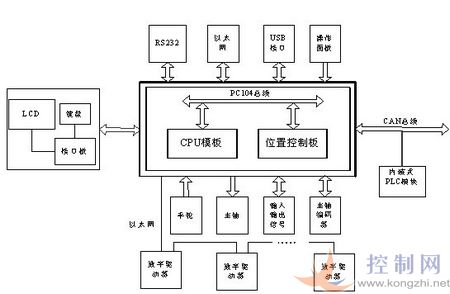
为解决嵌入式高性能数控系统的开放性问题,作者及合作者提出了一种基于构件的柔性开放式控制系统框架。保证嵌入式数控系统核心硬件的广泛兼容性,以及组态的柔性与灵活性,CNC硬件部分被抽取成十多种基本的功能构件,包括:CPU模板、位置控制板、显示与数据操作终端、内装式PLC、远程操作面板等,功能构件之间通过现场总线或标准的总线连接,其集成逻辑结构如图1(a)所示。数控系统与驱动器的连接提供了两种形式,图1(a)为
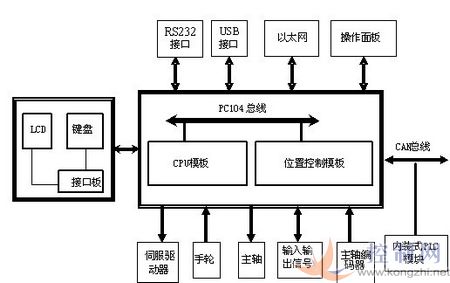
(a)
(b)
图1 嵌入式柔性数控系统硬件集成逻辑结构
数字脉冲量或模拟量接口,图1(b)为数字以太网接口。CPU模板使用了带PC104总线的3.5英寸嵌入式计算机,位置控制模板采用DSP+FPGA形式实现,DSP使用的是TI公司的TMS320F2812实现。内装式PLC模板负责高速的逻辑控制功能,实现机床辅助设备、加工中心中刀库、机械臂等控制任务。
从柔性开放性的要求出发, 嵌入式数控系统软件都应当具备可剪裁性或多重性,整个体系结构应当能够被重新配置,以满足多种应用领域的需求,所提出软件结构如图2所示。系统采用基于构件的组态结构,软件由三部分组成:嵌入式柔性开发平台、功能程序构件库和模

图2 嵌入式柔性数控系统软件结构
型算法构件库。构件库由被分成用户层构件库和核心层构件库,用户层构件库包括人机界面、加工数据预处理、代码编程、图形模拟、梯形图编辑等非实时任务构件,通过COM组件实现,其组成见图3。核心层构件库涉及数控加工的实时性任务,包括:插补计算、MST代码处理、报警处理、速度控制和位置控制等,其组成如图4所示。各个功能构件按准接口进行封装,功能构件的标准接口如图5、图6所示,是两个典型的功能构件接口图。针对多轴联动数控系统具有多任务和实时性的特点,控制软件的进程管理设计成前台、后台程序模式,后台程序又称为“背景”程序,主要用来完成加工数据的准备工作和管理工作,后台程序是一个循环运行的程序,它是主程序,在运行过程中被0.2~4ms实时中断服务程序打断,前后台程序相互配合完成数控系统的各项控制和管理任务。
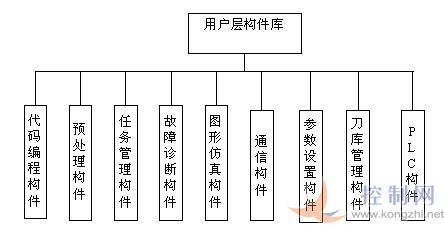
图3 用户层构件库组成
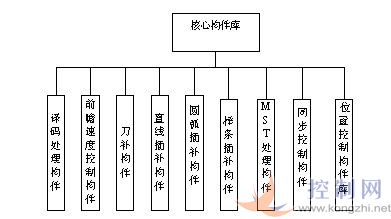
图4 核心层构件库组成
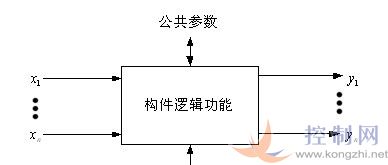
图5 功能构件标准接口
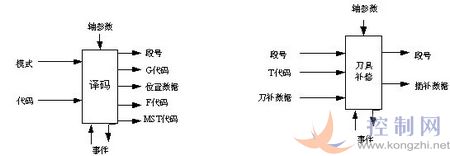
(a) (b)
图6 具体功能构件接口
所开发的数控模型算法构件库包括:多轴联动插补、前瞻速度控制、五轴旋转刀具中心点补偿(RTCP)、闭环位置控制等。前瞻速度控制的作用是在预读段衔接进给速度和加工过程平滑减速的约束条件下,对转接点最优衔接速度进行预计算,以实现前瞻自适应速度控制功能。
3 面向数控系统的现场总线通信协议
高档数控系统要实现高速高精控制,这既要在内部完成大量的数据传输,同时还要保证通信的实时性和可靠性。本文定义了一种面向数控系统的高速现场总线通信协议,这种协议在使用的CAN总线上保证各节点之间的循环通信周期达到16ms。协议采用带29位报文标识符的扩展帧,其通信报文形式如表1所示。
表1 CAN总线报文结构

CAN报文由扩展的29位标识符、1位数据类型、1位远程发送请求、4位该帧内数据段数据长度、0~8字节数据段、16位循环冗余码CRC、2位应答位和1位帧结尾组成。
CAN标识符的分配在设计通信系统应用层协议时非常重要,它决定了信息和相关的优先权及信息的等待时间,同时也影响了信息滤波适用性、合理的通信结构适用性和标识符使用的效率。报文标识符中包含有优先标记、目标地址、源地址、帧类型、帧号、保留位、结束标记,其格式如表2所示。
表2 扩展帧报文标识符格式

其中,优先标记(1位)是用来标记当前帧的优先级别。对于正常信息,该位置为1,对于紧急信息(如报警信息、紧急断电等),将该标记置0。该标记先于其他帧占用总线,在最短的时间内到达目的地址;
目标地址(7位):指定该帧数据或信息所要到达的目的地;
源地址(7位):指定该帧数据或信息的来源地址;在数控系统中,对每个CAN模板都设定一个地址号,用来区分不同的设备。CAN总线上的节点个数主要取决于总线驱动电路,目前最多可达110个。本文采用了长度为7位的目标地址和源地址,可以有128个编码地址,完全满足系统需要。
帧类型(1位):用来标记该帧数据场中的内容是要传输的数据内容还是通讯协议的控制信息;
帧号(8位):是用来标记数据拆分后的帧块序号;由于每个邮箱最多可存放8字节即64位的数据,而消息的大小不定,CNC运动控制器侧输入信号有32位,刀库表信息和梯形图程序段却远远超过64位,需要分段传输。在传输超过8字节长度的数据时,按照每块8字节对数据进行拆分,根据数据的先后顺序,指定相应的帧号,从0递增。帧号采用8位表示,取值范围为0~255,用这种方式完全满足本控制系统的通信需求。
保留(4位):用作扩展,可以根据功能扩展的需要增加其它功能;
结束标记(1位):是用来标记该数据包传输过程的结束。
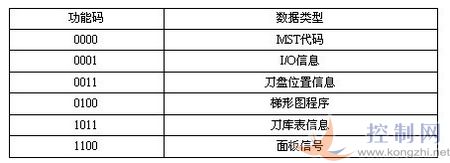
CAN通信报文数据段要传送的数据包括MST代码、I/O信息、当前刀盘位置信息、梯形图程序、刀库表信息以及远程操作面板信号,表3所定义的数据段数据类型。
表3 数据段中数据类型定义
4 嵌入式柔性数控系统的工业应用
利用所开发的柔性开放式数控系统平台,已开发出高速雕刻机、5轴加工中心、管相贯切割机等数控系统,并已在工业上得到应用。
4.1 加工中心用5轴联动数控系统
主要的技术指标如下:具有5个运动轴,可实现五轴联动,最小分辨率0.001mm/0.001度。切削进给速度达到24m/min,快移速度达到24m/min,进给加速度达到20m/s2。具有微线段的前瞻自适应速度控制功能,其中微线段最小段长为0.01mm,预读段数为100段。具有直线、圆弧插补、空间螺旋线等插补功能。提供内装式PMC功能,可使用梯形图进行编程,具有动态三维仿真显示功能。
本系统已在苏州一企业的五轴数控加工中心上进行了成功的应用,实际应用的数控加工中心如图7所示,已完成了速度、精度测试和实际切削实验。图8为开发的六轴数控系统主界面图。
按照国家标准对加工精度进行了测试,测试结果如表4所示。实际测试表明,微线段加工时其进给速度可达到10m/min,可实现进给速度的高速平滑衔接。图9为使用五轴联动加工叶轮试件的实际切削图。数控系统经过持续不间断生产加工,结果表明:控制系统可靠稳定,加工过程中速度控制平稳,精度高,系统各项指标均达到了设计时提出的要求。
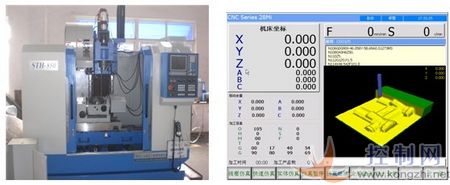
图7 STH-850型数控加工中心 图8 六轴数控系统主界面图
表4 试件测试结果
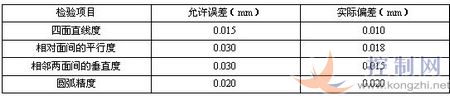

图9 五轴联动加工试件实际切削图
4.2 大口径管相贯切割机控制系统
6轴管相贯切割机,包括X轴、Y轴和Z轴三个平动轴,以及A轴、B轴和W轴三个转动轴,W轴可以周而复始旋转,A轴转动范围为(转动范围是割枪绕X轴转动角度),B轴转动范围为 (转动范围是割枪绕Y轴转动角度),A轴和B轴的旋转带动割枪的摆动。系统通过控制A轴、B轴,结合与被切管件同轴心旋转的W轴,再加上其它三个平动轴,就可以实现对管材任意角度坡口和相贯曲线的加工。图10为所配套的6轴管相贯切割机。
(转动范围是割枪绕Y轴转动角度),A轴和B轴的旋转带动割枪的摆动。系统通过控制A轴、B轴,结合与被切管件同轴心旋转的W轴,再加上其它三个平动轴,就可以实现对管材任意角度坡口和相贯曲线的加工。图10为所配套的6轴管相贯切割机。

图10 6轴管相贯切割机
5 结束语
基于PC结构的开放式数控系统存在体积大、可靠性差等问题,嵌入式数控系统是未来数控系统的发展趋势。为解决嵌入式数控系统的开放性问题,本文提出并实现了基于构件的柔性开放式结构,并开发出系列的高性能数控系统,这些系统已在工业上得到了成功的应用。现场测试表明:系统性能稳定可靠,能满足开放性要求。
参考文献:
[1] PRISCHOW G, JUNGHANS G. Open system controllers-a challenge for the future of the machine tool industry[J]. Annals of CIRP, 1993,41(1): 449-452.
[2] 阳道善,林奕鸿,朱志红,陈吉红.华中网络数控系统的开发与应用[M]. 中国机械工程,1999,10(10):1150-1152.
[3] 李诚人. 嵌入式开放型数控系统研究[J]. 计算机应用与软件,2008, 125(1): 227-229.
[4] Minhat M, Vyatkin V, Xu X, Wong S, Al-Bayaa Z.A novel open CNC architecture based on STEP-NC data model and IEC 61499 function block.Robotics and Computer-Integrated Manufacturing ,2009, 25:560-569el software for efficiently building, re-configuring, and distributing an open CNC controller. International Journal of Advanced Manufacturing Technology, 2006, 27: 788–796.
[6] Liu Y, Wang YZ, Fu HY, Han Zy.Open Architecture CNC Software Package and Key Technology. Proceedings of the 2009 International Conference on Information Technology and Computer Science?,2009:225-228.
[7] Hu, TL, Zhang, CR, Liu RL, et al.Design and implementation of an open CNC core at the shop floor level.International Journal of Advanced Manufacturing Technology, 2009,40:541-552.
[8] Yu D, Hu Y,Xu XW, Huang Y, Du SH. An Open CNC System Based on Component Technology. IEEE Transactions on Automation Science and Engineering, 2009,6(2):302-310.
[9] Wei. H.X, Duan. X. M, Chen Y. D and Zhang X.L.Research of Open CNC System Based on CORBA. Proceedings of the 2008 Fifth IEEE International Symposium on Embedded Computing,?2008,10:364-369.
[10] 陶耀东,林浒.高性能开放式数控系统框架设计[J].小型微型计算机系统,2009, 30(9):1911-1916.
[11] 董靖川,王太勇,徐跃.基于数控流水线技术的开放式数控系统[J]. 计算机集成制造系统,2009,15(6):1130-1139.
[12] 陈友东,陈五一,王田苗.基于组件的开放结构数控系统[J]. 机械工程学报,2006, 42 (6) :188-192.
[13] 李霞,王永章,梁宏斌,钟力.有限状态机在开放式数控系统中的应用[J].计算机集成制造系统, 2005,11(3), 428-432.
[14] 杜少华,胡毅,宋桃桃.组件技术在开放式控制系统中的研究[J].小型微型计算机系统,2009, 4:623-627.
[15] Yi Hu, Dong Yu, Shaohua Du, Xiaohui Zhang, Yaodong Tao, Zhicheng Wang, “Design and Implementation of Reconfigurable CNC System based on Fieldbus,” Proceedings of the 2008 IEEE International Conference on Information and Automation, 2008, Zhangjiajie, China.
[16] Decotignie J.-D, Auslander D, Moreaux M. Fieldbus Based Integrated Communication and Control Systems -Architectural Implications. Digital Object Identifier, 10.1109/AMC.1996.
[17] Gianluca Cena,Andriano Valenzano. An Improved CAN FieldBus for industrial Applications. IEEE Trans.Indus. Elect., 1997, 44(4).
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号