



.jpg)



当前位置:首页»案例
- 通过自动化设备管理提高企业经济效益
-
企业: 日期: 2010-11-09 领域: 自动化软件 点击数: 4531 
作者简介
斯可克(1945-),浙江东阳人,教授级高级工程师,冶金自动化研究设计院副总工程师,享受政府特殊津贴。 2005年退休。
现任全国工业过程测量和控制标准化技术委员会(SAC/TC124)委员,曾任中国自动化学会第七届理事会理事,中国自动化学会仪表与装置专业委员会委员。
主要研究方向为自动化仪表、控制系统、现场总线和工业网络通信。
摘要:从全员设备管理和设备维护模式改进挖掘企业经济效益潜力出发,分析自动化设备在实现智能化和网络化后另一个重要的方向即管理应用。而互可操作性又是实现智能设备管理的必要条件。文章介绍了EDDL和FDT两种互可操作技术概况、应用方法和开发途径。
关键词:数字化;智能化;网络化;、现场总线;设备管理;TPEM;反应式维护;预防性维护;前瞻性维护;互可操作;EDDL;FDT;DTM
过去20年,工业自动化控制领域的发展日新月异。新概念、新技术的出现目不瑕接,让人眼花缭乱。IEC61131-3编程方法、OPC、现场总线、工业以太网、功能安全、无线网络等一下进入人们的视野。回顾起来,这些技术大都起源于微电子技术和计算机技术的基础性进步。数字化和智能化使得单台自动化设备的能力大大提高。进而网络化则是自然合乎逻辑的选择。现场总线是这些技术进步的小结之一。迄今为止,人们更多地从控制应用的角度去理解和使用这些技术进步,但往往忽略另外一个同样重要的方面即“管理应用”。这个遗憾可以追朔到管理文化上的缺失。毋庸讳言,由于经济体制、文化革命破坏等历史因素,我们在管理文化上与国际先进水平的差距并不比硬件设备上小。世界知名自动化厂商现在早已不仅仅是卖硬件和软件产品,同时也在卖管理和服务,其中也包含了先进的理念。
因此自动化开发生产商和广大用户有必要加强对管理应用的重视,在自动化设备硬件水平提高的同时,通过自动化设备管理充分挖掘企业经济效益潜力。同时在客观上补充和提升技术文化境界。
1 浅谈设备管理
全面质量管理TQM和企业资源计划ERP已经为国人有所了解。相比之下全员生产设备管理TPEM®(Total Productive Equipment Management)却似乎没有受到足够的重视。它可以被看成是TQM和ERP的组成部分。经过多年的实践和发展,它已经形成一个完整的理论,并被世界企业界奉为竞争必需的宝典和最新最好的现代管理模式。国际TPEM协会主席Hartmann提出TPEM定义为:《全体员工积极参与下的生产设备整体效率的持续改进》。
本文无法对TPEM进行全面的阐述,仅能抽取一些后面将用到的概念加以简单说明。
★寿命周期成本LCC(Life Cycle Cost)即设备使用的整个生命周期所消耗的成本,它等于购置费(设计制造试车)加运行维护费(运行维护修理)。统计表明通常运行维护费大大多于购置费,所以购置设备应该首先考察其效能,从LCC角度看而不仅仅是一次购买的价格进行评估。一个简单的例子就是便宜但效率低下的电机在生命周期的角度看其耗费反而更高。
★净资产回报率RONA(Return On Net Asset )等于(总收入-总消耗)/净资产。
企业的投资回报率。不仅要看“人均效益”,更应该关注“投资效益”。
而提高设备运行率以增加收入,减少设备维护修理以降低消耗,减少设备备件库存以降低净资产值是提高RONA的根本途径。
TPEM的期望目标是:
(1)生产设备非计划停机时间为零;
(2)由生产设备故障引发的产品缺陷为零;
(3)生产设备的速度损失为零。
许多世界级企业在成功地实施TPEM管理后的各项指标对比如下:
实施TPEM前 实施TPEM后
有 效 度: 86.2 >90%
性能效率: 58% >95%
合格品率: 97. >99%
综合效率: 49% 85%
可以发现,设备维护的改进是TPEM的最主要内容之一,也是TPEM能产生巨大效益的最主要途径之一。
2 设备维护模式改进的概述
在企业提升竞争力的潜力挖掘中,笔者注意到企业设备资产的维护成本占企业间接成本的15~60%(不同类型企业有区别)。自动化设备的确与其他工艺设备有所不同,本身的维护在其生命周期内所占的成本比例并不大。但它的好坏却直接关系到整个生产工艺设备的使用率大小。目前广泛存在的维护模式有2种,它们是:
①反应式(Reactive)维护是在设备已经出现故障后再被动的停车维护。这种无计划的经常被动停车将导致设备可用率下降,因此使总收益下降。通常只适用于简单次要的设备。
②预防性(Preventive)维护是为了克服上述问题定时对所有设备进行检修维护,而不管它们是否真的需要。这是目前广泛采用的维护模式。
根据国际权威咨询机构ARC的调查报告认为,预防性维护里大约有63%的工作(35%泛泛地例行检查和28%维护后根本没有发现问题)并不是必要的,因此存在很大的浪费,既增加了维护成本也因维护时间长而减少了正常开车时间,这同样将使总收益下降。于是产生了以可靠性为中心的维修(RCM)理论。该理论认为预防性维护仅适合于有支配性或失效时间集中(有明确使用寿命)及故障后果严重的复杂设备。而对其他设备进行定期维修的作用甚小,对这些复杂设备进行不必要的拆卸反而有不良作用。因此预防性维护应该在以失效模式的规律分析和统计的基础上进行。
但如果能基于对设备的状态预测再安排必要的计划性维护,将从提高设备运行率和降低维护成本两个方向提高企业的效益,这就引出了预测性维护。
(3)预测性维护(Predictive-也称前瞻性或主动维护)是最为理想的维护模式。
正如有个幽默的广告语说:“如果你能预测股市,你就发财了。如果你能预测设备,结果也一样”。 预测性维护的实现是有条件的,它需要大量设备的维护诊断管理信息的支持。包含、传输和使用它们正是智能化和网络化所致力的目标之一。一些最新推出的智能仪表就带有相当丰富的设备信息在内。例如智能阀门定位器可以包括下列信息:
现场温度测量显示;
气源压力测量报警;
阀杆行程累积;
阀门“签字”即气缸压力和阀杆行程的关系曲线;
自动0~100%标定和小闭环的PID常数配置;
阀门流量特性的设置。

图1 智能阀门定位器
这样先进的定位器很容易和一个未知的阀体配合成最佳的一阶惯性系统(即响应尽可能快又不过冲震荡)。在初次投入运行时将阀门“签字”保存以便日后对比。根据阀体的指标或经验统计在阀杆行程累积达到一定距离后预先安排维护计划,以避免阀杆处可能的泄露。
这类高度智能的仪表不仅对自动化设备自身有许多诊断信息,还可扩展到相关的辅助环节,例如气源漏气、伴热失效、引压管堵塞等。更可以扩展到回路和工艺过程的监视和是否异常的判断,这样可以最大限度减少非计划停车的隐患。
对用户而言,今后不仅要关注设备在控制方面的功能,也应该关注它含有多少设备诊断和管理的信息。而设备开发商则不能只满足于开发仅有某种通信协议的最基本版本的智能设备,也要使自己的产品具有更丰富的诊断和管理信息并以此获得竞争优势。
根据某著名国际自动化公司报道,通过TPEM和预测性维护的努力,使用资产管理系统投资的回报率可以达到1:10,而回收时间仅需6~12个月。目前国内也有用户称,他们使用了现场总线和资产管理系统后缩短开车调试时间50%,节省运营和维护成本达30~50%。
然而实现TPEM和预测性维护的目标不是单一的技术问题,不可一蹴而就。它需要企业的决策人有前瞻性理念,以及各部门和全体员工的积极参与。而且这是一个“过程”,而不是一个“事件”点,在这个过程中管理工作和技术本身一样不可缺少。
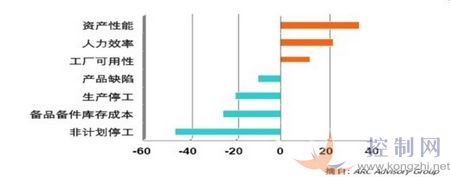
图2 预测性维护给企业带来的效益
3 自动化设备管理的实现
当智能自动化设备已经实现网络化后我们如何进一步实现自动化设备管理呢?自动化设备管理又能做什么呢?目前大力支持自动化设备管理的主要网络协议有:HART、FF和Profibus(DP/PA)。由于HART是4~20mA兼容的,所以它的网络连接方法主要是外置HART多路器或DCS I/O卡或安全栅内置HART通信通道。
和操作员工作站并列有一些设备管理计算机工作站,它们安装了设备管理软件。通过这个界面,设备管理工程师可以在线对智能设备进行管理。从控制系统的结构角度看,可以认为设备管理站(装有设备管理软件)和工程师站(装有控制策略组态软件)、操作员站(装有人机界面软件)的计算机具有同等地位,甚至共用同一数据库。考虑到目前不一定100%的设备都是智能联网的,设备管理软件都还留有需要手动输入的设备部分。
计算机自动化设备管理最基本的功能有:
★档案性管理。它记录了所有设备的档案资料,如位号、名称、型号、厂商、安装时间、文字备注、修改记录等。这替代了原来的书面记录,更容易备份和永久保存,也不易因人员流动而流失。
★设备配置(组态),智能设备的复杂功能通常需要用户根据需要进行配置,像温度测量设备就需要设置传感器种类、温度范围等。
★性能标定管理。对智能设备的测控性能进行标定设定。对结果予以保存以便日后对比。可以编排标定计划,一旦到期,计算机自动发出提示。
★回路调试、在线检查和投运。在控制室进行,最大限度地减少到现场场地的必要性。
★日常维护检查,设备更换记录。制订维护计划进而由计算机管理。
★还有高级管理功能。它使用专家系统或专门软件对设备的某些信息进行特殊处理以得到某些特别的效果。当然有些高级管理功能是需要另外付费的。
自动化设备管理还充分利用计算机应用的各种最新成果,例如通过互联网进行远程管理等。可以粗略的把设备管理系统比喻为一个高级和通用的智能设备编程器。
目前在市场上可以看到的计算机自动化设备管理软件产品有艾默生的AMS(Asset Management Solution),横河公司的PRM(Plant Resource Manage),Smar公司的Asset View等。还有众多框架应用程序(FDT的主系统),例如E+H的FieldCare、ABB的FieldControl和可以免费下载的Pactware及fdtcontainer等。
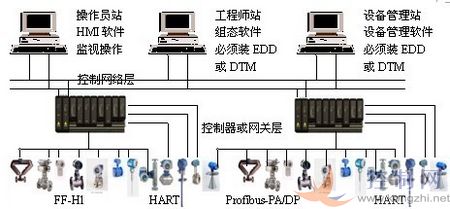
图3 带有设备管理系统的过程控制系统结构图
国内一些大型石化工程已经使用了这类计算机自动化设备管理系统。当笔者问到一些亲历的工程师关于使用效果问题时,他们往往对此赞不绝口。相比之下,没有使用过的人则往往表情茫然,这是因为没有亲身体验的缘故或对管理作用认识高度不够而致。
国外产品虽好,但价格不菲,对大部分中小企业未必可以承担和消化。因此非常有必要根据我国的文化和国情,开发出面对中型企业(管理几百至几千台智能设备)的本土化设备管理软件。现在传来了好消息,和利时已经推出HASM设备管理系统。从介绍看已经达到较高的水平,并进行了初步的推广。
4 互可操作性
互可操作性是随网络化带来的新课题。早期单台的智能设备是靠各自带的编程工具进行配置(组态),而今天这种方法显然已经难以为继。一个企业可能使用了几十个厂家生产的几百个型号的几千台智能设备,这需要有一套编程工具对它们统一进行组态。通信的开放性着眼于信息的标准化和互相理解(一般由物理层到应用层决定),而互可操作性则提高到功能的标准化和互相理解(由增加的用户层或行规描述)。如果在没有实现网络化的时代还可以对互可操作性漠不关心的话,那么在网络化的时代(例如使用现场总线和设备管理系统后)我们将不得不关心和借助于互可操作性技术!所以选择一台智能设备时看它是否支持互可操作(提供EDD或DTM文件)也应该是衡量取舍的因素之一。
由于FF现场总线思想包含了“控制分散”思想。体现在互可操作性是一直进入到控制策略的组态,不同厂家生产的设备内的功能块通过网络互相链接实现一个复杂完整的控制回路,关于这点本文不予以深入介绍。但此外FF、HART和Profibus一样也将互可操作性使用于设备配置和管理,目前有两个组织和技术致力于互可操作性解决智能设备的集成。
EDDL(Electronic Device Description Language-电子设备描述语言,2004年通过成为IEC61804-2标准)和ECT(EDDL Cooperation Team-电子设备描述语言合作团队)。
DTM (Device Type Management设备类型管理)和FDT(Field Device Tool group现场设备工具组)
EDDL起源于罗斯蒙特公司1992年提出的设备描述语言(DDL-Device Description Language)和用它编写的设备描述(DD)文件。掌上编程器或计算机通过读DD文件来理解各种仪表的性能和使用方法。设备描述语言是一种高级语言,它专门用于编写设备描述文件。主系统将设备描述文件按照标准编译成设备可以理解的命令并照此执行。所以设备描述语言可以看成现场设备开发商和主系统应用软件开发商之间的接口机制。后经过FF、HART、Profibus和OPC四个组织协商达成一致,共同为国际电工委员会制订了“电子设备描述语言(EDDL)”标准,可以将它看成过去DDL的升级版。
使用EDD技术的系统是这样构成的,具备可互可操作的主系统(控制系统或管理系统)都需要具备设备描述服务(DDS)能力,也就是翻译、理解使用EDD文件的能力。
而智能设备则需要提供EDD文件,这些文件被安放在主系统的一个设备支持文件夹内。这个文件夹被分配授予代表公司的惟一名称。例如艾默生公司的文件夹名称是001151。文件夹内每个设备又有自己单独的一个文件夹,例如多通道温度采集模块848T的文件夹名称是0848。夹内有848T的多个版本的设备描述文件,每套由*.sym *.ffo *.cff三个文件组成。依靠这些文件,主系统可以离线组态所选择的设备,调用功能块或参数并下载运行。
和EDDL并行的互操作技术组织还有FDT(技术标准是IEC62453),事实上,ECT的大部分成员往往也同时是FDT的成员。使用FDT技术的系统是这样构成的,上位机安装了所谓“框架应用程序-Frame Application”,它负责读写管理智能设备的信息,各家公司开发的框架应用程序都具有这个基本功能,但在管理功能方面的水平和深度可能存在特色和差别。而智能设备方面则需要提供配套的DTM文件,DTM文件根据设备角色又分为通信DTM、网关DTM和设备DTM三类。于是设备制造商只需要配套开发自己设备的DTM文件,就像打印机制造商配套提供打印机驱动程序一样。
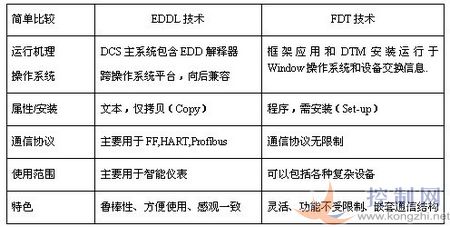
EDDL和FDT分别都支持多种网络协议(FF、Profibus、HART等),不要将它们和网络协议混淆成一个问题。EDDL和DTM都是设备的表述技术,但目前是不兼容的。下面是EDDL和FDT的简单对比。
为方便用户,现在ECT和FDT已经达成共识,双方将取长补短共同推进设备集成的统一方案FDI(Future Device Integration) 。FDI采用OPC-UA(OPC统一架构) 客户机/服务器的技术,目标是:
不受操作系统及平台之约束;
可向后与现有基于EDDL及DTM的设备描述兼容;
可应用于任何现场设备通讯技术;
可应用于各种网络拓朴结构;
目标是将此开放规范变成唯一的国际标准。
应该说,开发的智能自动化设备都应该配有EDD文件或DTM程序,这样才能使产品更具竞争力,并纳入国际标准化的体系中。开发这些技术有三种途径:
(1)完全自主开发。完全自有知识产权,但投入大,周期长,只适合实力强大的企业。
(2)完全委托第三方。无须相应知识,周期短但成本较高。
(3)购买开发工具和半成品软件自行开发。周期较短,成本较低。
如果设备已经具有EDD文件,那么它们可以较为简单地自动生成DTM文件。具体开发细节本文不予详述。国内支持这些开发的企业例如有中科博微公司(EDDL技术)和美名软件有限公司(FDT技术)等。
参考资料
[1] 张友诚.现代企业中的全面生产设备管理[M].湖南:湖南科学技术出版社.2010-3.
[2] 斯可克等.现场总线应用疑难解答[M].北京:中国电力出版社.2006-10.
[3]WIB Workshop EDDL or FDT/DTM .International Instrument User’s Association. 2006-10.
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号