



.jpg)



当前位置:首页»案例
- 卷烟工艺储柜堵料的故障原因分析及其解决方案
-
企业: 控制网 日期: 2011-02-24 领域: 点击数: 560 (郑州轻工业学院,河南 郑州 410005)闫洪喜
(中国烟草总公司职工技术进修学院,河南 郑州 450008)王德吉
(浙江中烟工业有限责任公司杭州制造部,浙江 杭州 310008)金宗达,张思荣,谢峰
(新奥集团,河北 廊坊 065001)王 娟
闫洪喜 (1981-)男,河南沈丘人,大学本科,助理工程师,现就职于浙江中烟工业有限责任公司,主要
从事卷烟工艺方面的研究。
摘要:根据烟叶(丝)储柜铺料车铺料的控制原理,不改变现场设备硬件,充分利用SIMATIC S7-400 PLC可编程的优势,通过编制PLC和 ProTool 程序监测铺料车运行状况,解决因铺料车机械传动故障、电气自动控制故障等因素造成的储柜进料段严重堵塞和设备安全问题。通过改进有效提高烟叶(丝)进料安全稳定性、提高设备运行效率。程序设计简单,具有预见性、主动性、推广性和普及性,潜在的经济效益得到充分发挥。
关键词:储柜;接近开关;铺料车;堵塞;时钟脉冲;STEP7
Abstract: According to the control principle of the tobacco leaves cabinet shop car, the authors propose to make full use of the SIMATIC S7-400 PLC program to solve the blockage of cigarette storage technology which would
jam the equipment and cause security problem. The program would monitor the operation procedure of the shop skip car without changing the hardware equipment. It will improve the stability and efficiency of the operation machine.The program which has the advantage of easy-making, foresight, initiative, and universal access, will bring the potential economic benefits of production into full play.
Key words: Silo; Proximity switch; Shop skip car; Clock pulse; Step7
储叶柜用于叶片加工工艺线或白肋烟加工工艺线上,对叶片进行储存,调节叶片、叶丝生产,使之平衡。储梗柜用于梗加工工艺线上,对经润梗加工后的烟梗进行储存,调节润梗、蒸梗、压梗、切梗丝等工序生产,使之平衡;在储存过程中使水分被梗组织充分吸收,达到工艺要求。储梗丝柜用于梗丝加工工艺线,对烘后的梗丝进行储存,调节梗丝与叶丝之间的配比工艺要求,满足生产需要。储丝柜用于混丝加工工艺线上,对加香后的烟丝进行储存,工作时通过往复、纵横向向柜内布料,使烟丝的混合均匀并具有一定的醇化作用。
储叶柜、储梗柜、储梗丝柜、储丝柜(以下简称工艺储柜)是卷烟生产过程中的重要工艺环节,其正常运行是确保卷烟生产工艺质量的前提和基础。
1 储柜铺料及其控制原理
铺料车在传动装置的驱动下,在储柜有效全长导轨上作往复运动(接近开关控制换向),将输送来的物料直线式逐层铺撒在储柜的输送带上。以此往复直到物料到达储柜高位光电管或是另一储柜发出要铺料信号,布料便停止。这里特指出我部的烟丝储柜铺料车传动装置是电机通过链条带动铺料车和铺料带同时运行(铺料车和铺料带是同一电机驱动),铺料车和铺料带运行原理如图1所示。
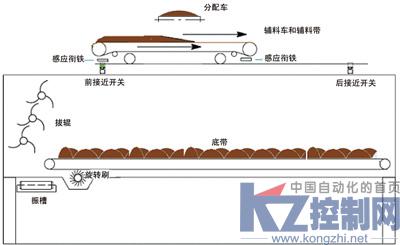
图1 辅料车和辅料带运行示意图
需要出料时,电控柜控制输送带传动装置和拨辊传动装置启动,输送链带将物料向出料口方向输送到振槽,拨辊将物料均匀耙出,直至出料完毕,出料辊物料的多少通过调节底带传动装置的转速来实现。
铺料车传动装置或接近开关故障造成前工段分配车物料运输受阻,本地操作工没及时发现造成堵塞,然后等到中控室操作工发现或电机过载自动停机,再停机处理故障和堵塞的烟丝,恢复生产起码需要半个小时,堵塞严重的处理到恢复要一个小时以上,直接影响到加香和烘丝设备的停机,对产品的质量造成严重的影响,同时操作工在处理堵塞的过程中需要进入储柜进行人工处理,也存在安全隐患风险。
解决因铺料车机械传动故障和电气自动控制故障而造成储柜进料段严重堵塞和处理堵塞过程存在的安全隐患问题,提前报警和控制,提高设备运行效率。
2 故障分析
为了对工艺储柜的故障原因进行分析,制丝车间对2004年1月至2006年5月期间的故障记录和停机次数进行了统计,期间故障记录如图2所示,严重堵塞停机次数记录如图3所示。

图2 2004年1月至2006年5月期间故障记录
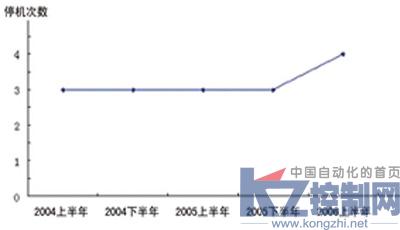
图3 2004年1月至2006年5月期间造成严重堵塞停机次数记录
由此可以看出,储柜堵料是造成停机的主要原因,储柜堵料有三种状态:
第一种状态:铺料车前后运行过程中,主动轮轴承使用寿命受限,润滑不良等导致传动系统负载加重,铺料车传动链断开等传动系统故障,铺料带停止传送物料,但电机仍然运行,造成分配车出口处开始堵料(如图4所示)。
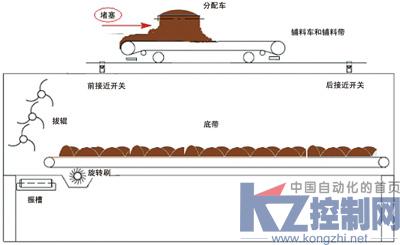
图4 第一种堵料状态示意图
铺料车监测的循环运行规律:铺料车前运行或后运行感应接近开关往返换向瞬间,传动链瞬间拉断,感应衔铁停留在接近开关上,停止传送物料,但电机仍然运行,造成分配车出口处开始堵料(如图5所示)。
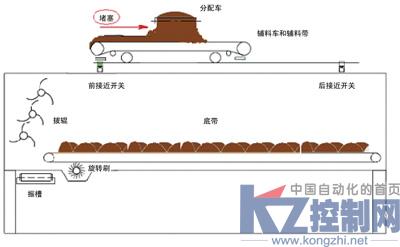
图5 第二种堵料状态示意图
第三种状态:前后接近开关故障或感应铁位置发生变化,导致铺料车电机运行不换向,物料输送继续进行,也会造成堵塞(如图6所示)。
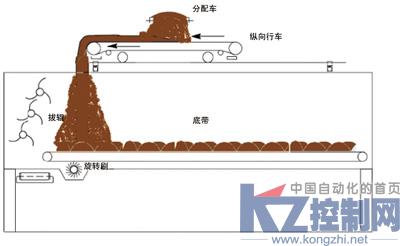
图6 第三种堵料状态示意图
3 改进措施
为了解决工艺储柜的堵料问题,车间在硬件改进上做了尝试,在分配车入口安装烟丝堵塞检测装置,但现场安装使用后发现检测装置频繁失效,无法起到应有的效果。经过对储柜铺料和控制原理的分析,铺料车是有规律的循环的往复运动,可以通过编制PLC和ProTool自动监控程序来达到改进的效果,而且投入几乎是零成本。
根据铺料车的循环运行规律,测定关键点位的时间关系是关键,一种办法是人工用秒表来判断测试,另外更精确的用以下新设计程序监测铺料车前后运行时间记录DB52.DBW24得出,铺料车运行一趟需要时钟脉冲数23~25秒左右,不超过26秒,超过26秒输出故障报警,同时停止前工段的分配车运行,铺料车监测的循环运行规律如图7所示。
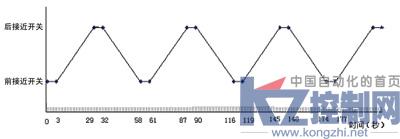
图7 铺料车监测的循环运行规律
根据现场测试铺料车感应衔铁感应接近开关时间不超过3秒,铺料车将进行换向运行,超过3秒输出故障报警,同时停止前工段的分配车运行。时间程序控制原理如图8所示。

图8 时间程序控制原理
4 改进效果
对改进后的技术措施告知操作工和设备维修人员,并将相关铺料车的设备重点纳入车间设备点检和保养规范中,操作工熟知铺料车运行过程中的报警信息(声报警和当前柜铺料车故障或接近开关故障等提示信息报警),维修工熟知传动系统故障的快速维修技巧等,切实有效地降低设备故障停机率。
改进后最大特点是铺料车运行故障造成的进料断堵塞次数等于零,同时大大降低故障停机时间,改进前后停机时间和次数比较分别如图9和如图10所示。
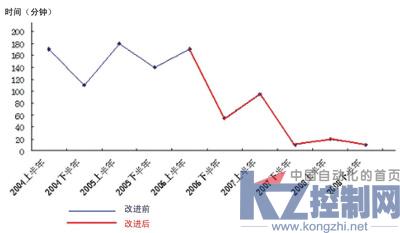
图9 改进前后停机时间比较示意图
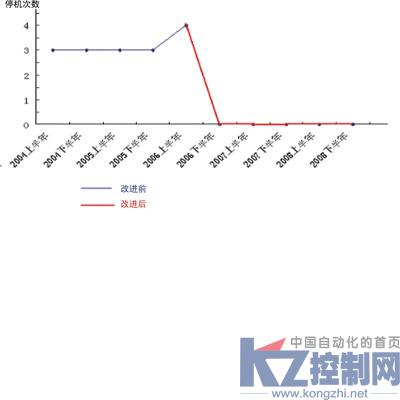
图10 改进前后停机次数比较示意图
5 结束语
实践证明该自动监控程序的合理性,且运行稳定、可靠,解决了生产中的实际问题,为生产设备的稳定可靠运行创造了必要的技术条件,达到了预期改进的效果,同时也为其它平铺式储柜的铺料车安全运行监控提供了新方法和新思路。
摘自《自动化博览》2010年第十一期
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号