



.jpg)



当前位置:首页»案例
- 连铸机钢坯自动切割控制系统的改造与应用
-
企业: 控制网 日期: 2011-02-25 领域: 点击数: 2802 (山东莱芜钢铁集团自动化部,山东 莱芜 271104)王博,张春霞,胡猛

王博 男,现就职于山东莱芜钢铁集团自动化部,从事冶金工业自动化控制工作。
摘要:大多数钢厂板坯连铸机的钢坯切割都是采用火切机定尺切割系统,但在使用过程中发现很多弊端,定尺切割受电磁干扰和环境温度等因素影响较大。在这种情况下,开发了连铸机钢坯钢坯定重自动切割自动控制系统,在定尺切割的基础上,引入重量参数,以降低误差,实现电磁干扰以及环境温度对切割系统零影响。自引入定重切割技术以来,在更好的完成生产的需要的同时,实现故障率低、准确、效率高、节省劳动力等诸多优点,使职工的工作环境大大提高,其重要性随着生产应用将更加突出。
关键词:定重切割;精度分析;自动控制
Abstract: The billet cutting system of most contcasters adopts fixed length blaze cutting machine. But the experiences show that it will bring some troubles. Electromagnetism interfere and entironment temperature have great effect on fixed length cutting.So we develop automatic fixed weight cutting system for continuous caster. On the base of fixup length cutting, we introduce parameter of weight to reduce error. We implement zero effect of electromagnetism interfere and entironment temperature on cutting system. The significance will be more and more outstanding along with the application of this system.
Key words: Fixed weight cutting; Precision analysis; Automatic control
1 前言
在改造前莱钢炼钢厂4#连铸机火切机定尺切割采用3#拉矫机上的光电编码器和雷目公司的红外定尺系统两种方式。编码器的维护量大,拉钢时有时出现停转、丢码、跳变等现象,人为因素误差较大。红外定尺系统受电磁干扰和环境温度等因素影响较大。由于定尺系统存在一定的误差,造成钢坯的实际重量与理论重量误差较大。根据这种情况,开发了板坯连铸机定重自动切割系统。
2 定重切割原理
2.1 系统的组成
连铸坯定重切割自动控制系统由四大部分组成:连铸坯长度检测部分;连铸坯重量检测部分;连铸坯剪切部分;计算机自动控制部分。安装连铸坯自动秤量与长度检测设备,通过计算机采集信号,转换成相应的数据,并将实际称量值与连铸坯给定量值相比较,将其误差转变成长度值,以调节连铸坯长度来达到连铸坯定重的目的。
基于以上控制思想,连铸坯定重剪切自动控制过程不难实现,较困难的是控制精度要达到系统定重的要求。影响系统控制精度因素诸多,总结有以下几个方面:一次仪表精度的影响;自动称量精度的影响;自动剪切精度的影响;自动控制精度的影响(数模参数的合理性);其它因素的影响;如设备的稳定性和可靠性等。
2.2 系统原理
在生产过程中,型钢厂根据成材规格,将钢坯重量提供给炼钢厂作为设定重量,炼钢厂依据钢坯重量换算成定尺长度作为4#机的设定坯长对铸坯进行切割,然后对切割后的钢坯进行称重,将此实际重量与设定重量比较得出偏差,进而对将要切割钢坯的设定长度进行补偿。补偿公式:(设定重量-实际重量)/实际重量=(实际定尺-设定定尺)/设定定尺,计算出实际定尺。此信号送到切割机AB-SLC500控制系统。
连铸机与加热炉的钢坯输送流程,如图1所示。
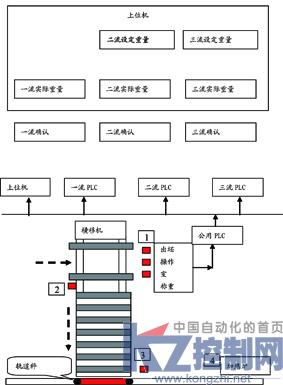
图1 钢坯输送流程
(1)实际重量由辊道上动态称接至出坯块I/O,经通讯送到公用PLC。
(2)钢坯动作流程
在每一流出坯辊道上有一检测元件,目的检测辊道上有坯,然后横移机动作:横移机提起钢坯,移动到轨道称上(有检测元件)。称量结束后,钢坯由热送辊道送至加热炉,同时横移机返回;称量的重量数据以及相应流号由称重系统传送至公用PLC;在公用PLC,作一选择程序,将钢坯的实际重量发送到流PLC。
(3)定重值的修正
定重切割单元计算出的铸坯切割尺寸仅是理论计算值,在实际生产中,即使是同一钢种其密度也有微小的变化,会造成定重偏差,必须采取措施进行校正。
本系统在推理机软件中开发了定重切割校正功能,采取了逐次逼近-自适应的方法:计算当前一支钢坯称量值与设定重量之间的重量差,该重量差再除以本支铸坯理论切割长度、断面尺寸等参数,计算出偏差密度△ρ,再把该偏差密度乘以小于1的系数K,得到修正后的偏差密度,用这一支铸坯的切割密度+/-修正后的偏差密度,求得下一支铸坯的切割密度,从而使下一支铸坯得到修正。由于修正系数K小于1,可以达到逐次逼近的效果,避免了超调振荡的发生,同时,该修正过程系统自动完成,无需人工干预,是一种自适应的过程。计算公式如下:
修正偏差密度:ρx=ρ-(Wl-Ws)*K/(z*k*L)
其中:ρ为对应钢种密度,千克/立方米;Wl为当前铸坯实际重量,千克;Ws为设定目标重量,千克;K为修正系数,无量纲;(z*k*L)为单支铸坯体积,立方米。
下一支铸坯理论切割长度:L=Ws/(z*k*ρx)
3 定重切割系统的自动控制
连铸坯重量(分规格)与长度存在着一定的对应关系,当连铸坯长度检测一次仪表确定后,连铸坯长度值与检测信号也有了一定的对应关系。最终连铸坯重量控制转换成了连铸坯的长度控制。
设:连铸坯长度值为Li,重量为Gi,两者折算系数Ca=f(Li,Gi)当连铸坯给定重量G0,重量误差△Q =(G0- Gi)折算成长度误差△L = Ca?Q = Ca?(G0- Gi)△L实质上就是连铸坯长度的调节量,为避免过量调节产生新的误差,用系数A缓冲调节(0< A< 1)△L = A?Ca?Q = A?Cn?(G0- Gi)系统确定后,A、Ca 一定,令:Ka= A?Ca△L i= Ka?(G0- Gi)用△Li值动态补偿当前连铸坯剪切长度值,同时考虑剪切机剪切所需时间t,拉钢速度为Va,发出剪切信号的提前量La,则系统控制数学模型:L i= L(i- 1)+ Ka?(G0- Gi- 1)L a= t?V a
详细控制过程见图2。其中系统参数的确定:拉钢速度Va值可由系统采样经数据处理得到,剪切时间t相对某一台剪机是一常数。Va、t参数对系统精度影响不大。主要是Ka值对系统定重精度的影响。由于受到生产工艺各方面的约束,Ca值是变化的,在生产过程中,Ca值必须得到动态修正。修正方法是:不断存储在生产控制过程中采集到的连铸坯控制系统各类参数(如长度、重量、拉速、误差、剪切时间等),并进行数理统计,逼近参数的实际值和优化Ka值,在计算机内分规格建立起各种连铸坯的Ka值参数表。实质上,当整套控制系统投入运行后,对连铸坯长度值的处理可转换成直接对检测信号的处理。连铸坯定重剪切自动控制系统包括连铸坯长度(拉速)检测、连铸坯重量检测、剪切控制、数据采集、数据处理、监控显示、系统参数设定、系统管理等功能。
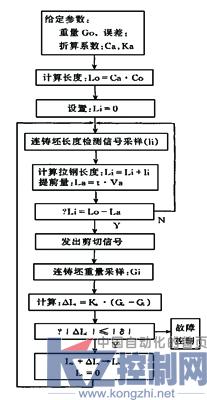
图2 连铸坯自动控制流程图
4 结束语
定重切割其实质是在定尺切割的基础上,引入重量参数,以降低误差,但同时也引入了称重误差。而称的选择只能是安装在辊道上的动态称,这是由工艺决定的。动态称的实际测量精度为在正负千分之五。在现场实际生产中,定重切割系统做得很完善的情况下,每根钢坯的切割误差能够比定尺切割下降64.04%。不但切割误差下降,自改造后,定重系统运行以来,生产效率和设备开机率明显提高;维护效率提高。减少了不安全因素,提高了劳动生产率,改善了工作人员的工作环境,减轻了工作人员的劳动强度。
参考文献:
[1] 杨自厚. 自动控制原理[M]. 北京:冶金工业出版社,1987.
[2] 董振堂. 连铸机械设备操作、维修及常见故障处理与自动化控制实用手册[M]. 北京:冶金工业出版社,2007.
[3] 张晓明. 实用连铸连轧技术[M]. 北京:化学工业出版社,2008.
[4] 田燕翔. 现代连铸新工艺新技术与铸坯质量控制[M]. 北京:当代中国出版,2004.
[5] 梁治国. 一种基于线形激光的方坯定重剪切方法[J]. 钢铁,2006(1).
[6] 江楠等. 定重切割技术在钢坯定重系统中的应用[J]. 山东冶金,2009(4).
[7] 安辉耀等. 基于图像处理的钢坯定尺定重智能切割系统[J]. 中南工业大学学报(自然科学版),2002(6).
[8] 张永祥等. 连铸坯在线定尺定重切割技术方案探讨[J]. 世界仪表与自动化,2007(10).
摘自《自动化博览》2010年第七期
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号