



.jpg)



当前位置:首页»案例
- 腾控科技-清蜡机物联网设计方案
-
企业: 北京腾控科技有限公司 日期: 2013-09-24 领域: PLC&PAC 点击数: 479 一、系统概述
在原油生产过程中,由于温度压力的降低以及轻烃逸出,溶解在原油中的蜡会以晶体形式析出并吸附在油管壁、套管壁、抽油泵,以及其他采油设备上,甚至在油层部位都会形成蜡的沉积。油井结蜡是影响油井高产稳产的突出问题之一,清蜡是油井管理工作中的重要内容。
油井清蜡工作是原油生产中的重要环节,目前采油厂站大都实现了对油井工作效率的监控,采用以监控油井工作效率的方式对清蜡工作进行推测式监控,一方面无法真正掌握采油现场清蜡设备的工作状况;一方面在出现事故隐患时操作人员难以发现,易造成设备事故。另一方面人员工作懈怠,以各种理由拖延清蜡工作,而造成抽油井工作效率严重下降,甚至造成抽油机故障,从而影响正常生产。
利用先进的自动控制技术、GIS技术、RFID技术、计算机技术、通讯技术、移动式监控技术构建的清蜡设备远程监控管理系统,对清蜡机实施更科学、更规范的监控管理,提高综合监控能力,具有非常巨大的经济效益。
二、系统简介
本系统旨在监测清蜡设备的安全运行,进一步实现远程控制。基于物联网技术,采用SCADA技术、RFID技术做为数据采集和控制前端,实现清蜡机运行数据监测,提供安全保障。以防止意外的发生,对于临界状态,及时发出警报。并提供系统扩展开发接口。
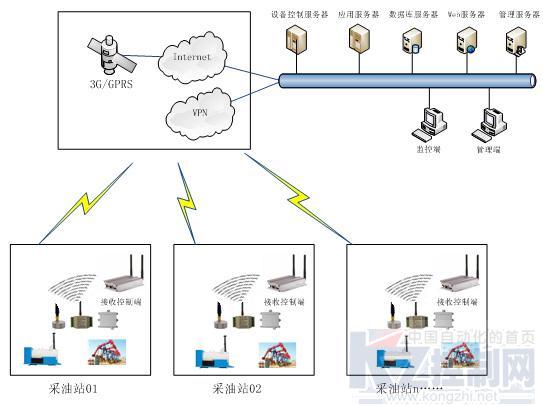
整个热网远程监控系统由三部分组成:现场数据采集和设备控制部分、3G/GPRS数据传输部分、数据监控中心。采集数据的同时通过3G/GPRS通讯模块与调度数据中心进行数据交互,通讯模块实时接收调度室数据中心发送的指令,并将接收到的指令传送给监控中心,监控中心接收到数据进行处理,显示各站内清蜡设备的实时运行参数,并根据采集的参数分析完成对各清蜡机的运行状况分析,与示功图对比,实现群集式清蜡工作监控。
三、系统组成
1. 系统网络拓扑图
2. 触摸屏画面
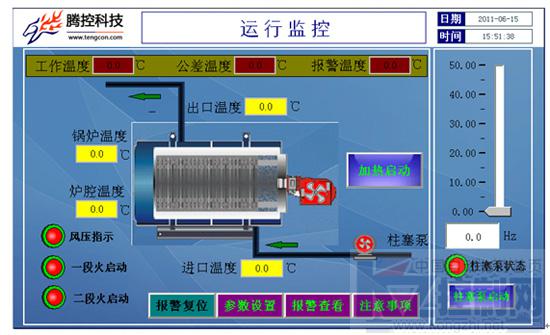
3. 触摸屏工作参数

4. 触摸屏操作程序
1) 洗井工艺图
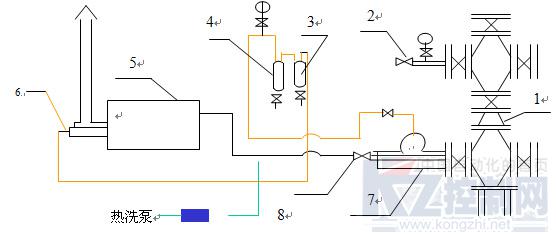
1、采油树 2、井口连接器 3、二级除油器 4、一级除油器 5、热管换热器 6、燃烧器 7、热油洗井采气器8、输油软管
2) 编程操作程序
〈1〉、PLC共设2个按钮:a点火按钮,b停止按钮。
〈2〉、启动点火按钮,J4(控制风机)吸合。
① 、风机变频器BR1开始工作,以50HZ工作1分钟。
② 、1分钟后频率自动下降到3HZ。
③ 、降到3HZ瞬间J1(控制点火变压器)、J2(控制一段火电磁阀)、LK得电工作(一段火点燃);
④ 、10秒后J1停止工作,J3(控制二段火电磁阀)得电工作(二段火点燃);
⑤ 、当炉温升至150℃时,J3停止工作,既二段火熄灭停止燃烧,频率自动下降到3HZ,一段火保持燃烧。
⑥ 、当炉温下降到140℃时,J3重新得电吸合,既二段火燃烧,风机变频器频率自动上升到10HZ。
⑦ 、事故后按“停止按钮”复位,再重新启动,任务结束时按“停止按钮”结束工作。
注:二次点火使炉温升至最高点时,主火熄灭,而配风在几秒内才降至火种速度,期间因风大使火种熄灭,为此本系统设置了二次点火。
3) 点火烧炉操作程序
①、点火
A)、接好气管线,开启集气器前针芯阀门, 检查各接头是否漏气。
B)、合上电控板上的“交流电源开关”,触摸屏亮,显示各参数。
C)、点动风机按钮,风机启动以50HZ高速运行,1分钟后自动将到3HZ,此时PLC自动启动点火程序,变压器点火,一段火种电磁阀自动打开,火种燃烧10秒,PLC自动关断点火变压器,同时打开主火电磁阀,主火燃烧。
注:炉温设置140℃,偏差10℃,当炉温升至150℃,PLC将主火电磁阀关断,主火熄灭;当炉温降至140℃,PLC将主火电磁阀打开,主火燃烧,往复正常工作。
D) 报警
①、点火时,10秒中没有点燃将发生报警。
②、工作中火熄灭有二次点火功能,10秒内没有自动点燃火将发生报警。
③、工作温度超过180℃时,将发生报警。
④、炉管温度超过250℃时,将发生报警。
注:这些报警属于事故性报警,报警同时火种、主火电磁阀自动关断。
⑤、两台变频器报警,属于设备故障报警,将不关断电磁阀。
⑥故障后要重新点火,按下“停止按钮”,PLC控制环节复位,要重新点动风机“启动按钮”,点火程序将自动启动。
⑦、工作结束时按下“停止按钮”,火焰自动熄灭,关断总电源则工作结束。
5. 物联网七大工作内容
㈠、预置设备相关内容
设备编号、型号、出厂日期、使用年限、投入运行时间、厂商相关信息;
㈡、 设备保养制度
到保养时段时报警,并在触摸屏上显示保养内容
1、柱塞泵
⑴、每累计工作900小时更换机油、密封圈、水封、油封、单流阀。⑵每累计工作3600小时柱塞泵进行大修。
2、专用管线
每累计工作3600小时,DN40、DN20管线换新。
3、控制系统
⑴每累计工作300小时保养组合接线板。⑵每累计工作300小时电磁阀进行保养。⑶每累计工作600小时交流接触器、时间继电器、中间继电器、漏电保护器保养。⑷每累计工作300小时变频器进行清灰除尘保养。
4、燃烧器系统
⑴每累计工作1800小时燃烧器全面清洗保养。⑵每工作300小时火焰检测仪、火焰检查棒进行保养,每工作3600小时换新。⑶每工作300小时点火枪、点火变压器进行保养。
5、炉体
⑴每累计工作3600小时整个炉腔进行大维护。⑵每累计工作7200小时对热管进行一次小排空。
㈢、设备现场定位
内置GPS模块,实现清蜡装备现场位置信息,在设备触摸屏和管理中心、各科室电脑实现地图显示;
㈣、操作人员、被洗井号信息采集储存
内置RFID读卡器,实现操作人员和被洗井号刷卡识别、记录并储存该井次热洗的整个操作时间和各项技术参数,上传控制中心、平板电脑显示,随时可查询每井次的热洗参数记录;
㈤、自我感知
通过内置各种传感器,采集与清蜡相关的各种动态技术参数,并实现智能化分析和判断,按热洗井次(每洗一井次约8—10小时)进行储存,并通过GPS模块以无线方式上传管理中心或各科室电脑;
㈥、设备控制
通过内置在终端内的控制器,实现自动燃烧控制 ,安全控制、安全报警停车。
㈦、清蜡效果分析
预设示功采集接口,通过集成示功并采集至触摸屏进行显示并储存,供操作人员分析比较清蜡效果用,上传控制中心。
四、系统建设的意义
符合国家节能减排政策,整套系统运用科技手段,结合先进的计算机技术、网络通信技术、自动化控制技术,可以提高工作效率、降低成本,为油井清蜡工作提供保障手段,为供管理提供可靠数据依据。
整个控制系统内存量超过半年,可随时调出任一天任意井参数。
- 下载排行更多»
-
- 1Power Panel宣传样本
- 2公司形象手册
- 3工业PC宣传样本
- 4集成自动化宣传样本
- 5驱动器产品概览样本
- 6贝加莱CNC技术
- 7电机与减速器产品概览
- 8变频器样本
- 9移动车辆及工程机械自动化
- 10Automotion 2013-03
- 11印刷行业专刊(2013)
- 12培训模块之 TM213-自动化操作系统(Runti..
- 13培训模块之 TM210-Automation Studio 3.0..
- 14操作面板和工业PC选型手册
- 15电机和减速器选型手册
- 16APROL DCS宣传样本
- 17APROL EnMon宣传样本
- 182013年菲尼克斯电气德国汉诺威展会精彩回顾
- 192013年菲尼克斯电气德国汉诺威展会报道-4..
- 202013年菲尼克斯电气德国汉诺威展会报道-4..
- 212013年菲尼克斯电气德国汉诺威展会报道-4..
- 222013年菲尼克斯电气德国汉诺威展会报道-4..
- 在线反馈
| 1.我有以下需求: | |
|
|
|
| 2.详细的需求: | |
| * | |
| 姓名: | * |
| 单位: | |
| 电话: | * |
| 邮件: | * |

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号