



.jpg)



当前位置:首页»企业

- 企业简介
-
作为中国自动化领域的权威旗舰网络媒体,控制网创立于1999年7月,是中国举行的第十四届IFAC (International Federation of Automatic Control)大会的中国官方组织机构的唯一指定网站。控制网是中国自动化学会专家咨询工作 委员会(ECC)的秘书处常设之地。是北京自控在线文化传播有限公司开设的网站。
- 公司类型:其他
- 联系方式
-
- 控制网
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116291 / 59813326
- 传真:010-59813329
- 网址:http://www.kongzhi.net
- Email:mahongliang@kongzhi.net
- 联系人:市场部
- 案例详细
-
标题 超声波钢板自动检测控制系统 技术领域 PLC&PAC 行业 冶金 简介 内容 钱延杰
1 引言
大多数中厚板厂钢板检测一直采用表面质量检测,钢板内部的质量无法得到完全保证。随着用户对产品质量要求的不断提高,人们迫切需要一种更先进更完整的检测方式。SONOTRO660钢板检测系统是一种运用超声波技术的非损伤性检测系统。该系统安装在钢板收集区,钢板经过轧制、矫直、冷却及剪切后进入超声波检测系统,完成出厂前的最后质量检测。钢板的在线扫描速度可达2.0米/秒,探伤能力为6~60mm,并能覆盖整块钢板,满足了中厚板检测的要求。
2 系统的组成
(1) 该系统可分为两个部分,即超声波控制系统和电气及液压传动控制系统。超声波控制系统用于超声波的发送接收及检测结果的处理,电气及液压传动控制系统则用于传动辊道、液压站、水系统等的控制。钢板检测过程如图1所示。
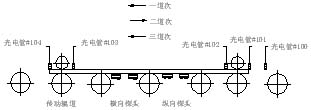
图1 超声波钢板检测过程
钢板进入测试区域通过光电管#101后,辊道传动系统减速并激活编码器,当钢板将所有探头覆盖后,钢板加速至2.0米/秒,完全扫描后减速,直至通过光电管#104,完成第一道次检测。若钢板宽度大于探头组列,系统启动第二道次检测,变频器反向运转,探头机座由摆式气缸加载,直到所有探头都暴露出来,钢板加速进行第二道次检测。第三道次与第一道次相同,本道次标记系统在检测出的缺陷位置涂漆标记,至此钢板检测结束,检测结果同时存入计算机系统。
(2) 计算机控制系统的构成。系统有5台计算机,即一台主数据显示计算机,2台超声波控制计算机(UMS),一台打印服务器计算机和一台运行控制计算机。计算机网络图如图2所示。
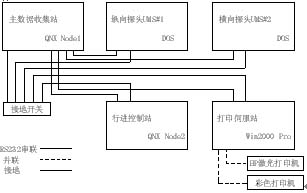
图2 超声波系统计算机网络图
主数据收集站负责收集超声波检测信号及数据,并进行处理。该站运行在QNX4.25操作系统及HOTON MicroGUI视窗系统下,测试结果、钢板上的标记打印及生产管理数据的处理均由其完成,它是整个系统的控制中心。行进控制站与主数据收集站装有同样的操作系统,用于控制被检测钢板通过系统的进程,同时为主数据计算机收集测试信号。该站还负责与传动及液压控制系统的通讯及控制。纵向探头UMS#1及横向探头UMS#2均为完全计算机化的超声波监测系统,用于检测钢板表面及内部缺陷。UMS由以下模块组成:① 系统模块。系统模块之间主要以并联方式连接,相互之间可以实现高速数据通讯,完成系统的控制;② 远程板。远程板包括超声波发送器和接收器,它们与超声波探头相连接,是超声波发出和接收的控制部分;③ 控制设置系统。该系统可以选择超声波通道,设定基准点,设定扫描时间、频率过滤、带宽及增益、控制方式等;④报警显示装置,通过指示灯、蜂鸣器、标示牌等发出报警信号,并通过通讯传至主数据收集站进行控制处理。打印伺服站用于检测结果的处理。该站的操作系统为Windows 2000 Pro,它从主数据收集站接收信息,将所有数据存储在本地硬盘上,显示或打印检测结果,钢板不同部位的检测结果均以不同的颜色表示,从而使结果一目了然。
(3) 超声波传动系统采用SIEMENS S7-300 PLC和6SE70系列矢量控制变频器,整个系统实现了自动运行控制。系统的硬件配置如图3所示。

图3 超声波传动辊道及液压控制系统
该系统由3个PLC站及5台变频器组成,主站选用S7-300 315-2 DP CPU,采用PROFIBUS网络控制方式。3#站ET200为传动控制系统,用于实现辊道的自动化控制,满足超声波检测的要求。变频器采用带PROFIBUS总线的CBP通讯板实现网络连接,PLC与变频器通过报文的形式传送数据。在每个报文中传输的有效数据分为两组,即PKW和PZD。PKW数据传输用于读写参数值及参数特性的数据,PZD用于传送控制变频器所需的信息,此信息包括控制数据和设定点。PKW和PZD数据的长度由S7-300决定,通讯数据的传输速率以及变频器的PROFIBUS地址设定通过S7-300完成。
4#站ET200为液压控制系统,负责完成液压传动系统的控制。该系统主要完成了以下控制:① 液压泵的自动起动停止;② 液压站的压力检测及控制;③ 各种液压阀组的动作;④ 液压站油温检测控制;⑤ 工作状态及故障检测报警等。
3 运行效果
该系统投入运行后取得了较好的效果:
(1) 系统运行稳定可靠,检测数据准确,检测速度满足了在线生产的要求,检测结果打印直观,数据库内容丰富。
(2) 变频传动系统响应速度快,定位准确可靠。
(3) 液压系统运行稳定,动作准确可靠。
(4) 超声波系统的检测结果经过处理后,通过网络通讯反馈给轧机生产线,可以及时调整轧制参数,从而保证了产品的质量,提高了经济效益。

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号