



.jpg)



当前位置:首页»企业

- 企业简介
-
作为中国自动化领域的权威旗舰网络媒体,控制网创立于1999年7月,是中国举行的第十四届IFAC (International Federation of Automatic Control)大会的中国官方组织机构的唯一指定网站。控制网是中国自动化学会专家咨询工作 委员会(ECC)的秘书处常设之地。是北京自控在线文化传播有限公司开设的网站。
- 公司类型:其他
- 联系方式
-
- 控制网
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116291 / 59813326
- 传真:010-59813329
- 网址:http://www.kongzhi.net
- Email:mahongliang@kongzhi.net
- 联系人:市场部
- 案例详细
-
标题 Tricon ESD系统在乌石化蜡催机组的应用 技术领域 仪器仪表 行业 石油天然气 简介 内容  颜景义(1982— )
颜景义(1982— )
男,山东郓城人,助理工程师,学士,(新疆乌鲁木齐石化公司炼油厂仪表车间,新疆 乌鲁木齐 830019),研究方向为信息通信与应用自动化控制,现就职于新疆乌鲁木齐石化公司炼油厂。
摘要:文章介绍了ESD系统改造的具体设计和实现及改造后取得的效果。
关键词:Tricon ESD;三重冗余 ;喘振控制Abstract:The paper introduces the design and implementation about the transformation of ESD system. Also the effect is detailed.
Key words:Tricon ESD ; Tri-redundance ; anti-surge control
ESD紧急停车系统按照安全独立原则要求,独立于DCS集散控制系统,其安全级别高于DCS。在正常情况下,ESD系统是处于静态的,不需要人为干预。作为安全保护系统,凌驾于生产过程控制之上,实时在线监测装置的安全性。只有当生产装置出现紧急情况时,不需要经过DCS系统,而直接由ESD发出保护联锁信号,对现场设备进行安全保护,使生产装置进入一个预定义的安全停车工况,从而使危险降低到可以接受的最低程度,以保证人员、设备、生产和装置的安全。为提高企业的经济效益,安全平稳、长周期地连续生产是至关重要的。“该动则动,不该动则一定不动”是ESD的明显特征。炼油厂蜡催装置是炼油厂最重要的生产装置之一,蜡催机组则是装置的心脏,随着老系统的使用年限增加,故障率也随之增长,为机组安全运行埋下隐患。成为我厂将来两年完成600万原油加工量任务的绊脚石。为了更好地提高机组控制系统的整体性、可用性、保证机组控制安全可靠,选用了Tricon ESD TS3000控制系统对蜡催装置联锁系统进行了全面的改造。
1 原有系统的状况分析及升级ESD系统的必要性分析
(1)蜡催大机组由1,2#主风机和气压机组成。其中:1,2#主风机由西门子的S5系列PLC控制;气压机是由沈阳鼓风机厂生产的TRICON公司的TS3000系统进行控制,上位机为FOX系统;自保系统由深圳美利华TRIFIG公司生产的ESD系统,状态监视系统采用BENTLY3300来监测2#主风机和气压机振动、位移、转速等状态参数。主风机,气压机,自保系统,机组状态监测系统由不同五套系统控制组成。控制方案复杂,可靠性差,给机组维护造成很大的困难,并且备品备件的储备种类繁杂,无法做到备件的完备。
(2) 由于原来1,2#主风机组联锁系统西门子S5系列PLC不能处理模拟量AI,AO信号,只能处理DI,DO信号,其模拟量信号处理由DCS完成;自保和气压机联锁是两套不同的ESD系统。这就造成现场来信号,报警台信号接线错综复杂;系统之间无法进行通讯;三机岗位多台操作站分散操作,给工艺操作和判断带来了很大的不便;大大增加了故障出现的几率。
(3) 1,2#主风机组联锁系统没有历史趋势,实时趋势,SOE事件顺序记录、机组控制PID(如防喘振控制及调速控制等)及常规指示记录功能、故障诊断功能,使日常操作及事故分析手段都不完善。
(4) 主风机,气压机,自保系统,机组状态监测系统使用年限均超过8年,出现老化现象(有部分配件厂家已停止生产),故障率逐年升高。
综上所述对原有的蜡催大机组控制系统进行升级改造势在必行。
2 ESD升级改造配置及应用
2.1 系统配置
系统选用美国TRICONEX 公司TRICON V10控制器,组态软件为Tristation 1131 v4.1。监控和人机界面软件选用Wonderware Intouch v.9.5版。控制程序和HMI画面由北京康吉森自动化设备技术有限公司和炼油仪表车间共同编制完成。改造完成后,实现了透平-压缩机一体化控制系统ITCC(Integrated Turbine & CompressorControl)在一套控制器内实现了三机组的紧急停车联锁保护、安全运行。它包括:主风机防喘振控制、逆流保护、油泵控制、负荷控制等;富气压缩机组汽轮机调速控制、气压机防喘振控制;机组联锁保护;润滑油泵、复水泵控制以及催化装置联锁自保系统、相关过程监控、过程报警等功能。
保留原来的气压机ESD系统,把控制器由3007升级为现有的3008,对原来电源进行了更换,与新增的2台ESD机柜共同组成现在的TS3000系统。选用3台DELL工作站作为该装置的工程师站及操作站,工程师站可以离线和在线组态、修改、设置参数及系统维护和操作功能,并作为操作站监控现场和调节操作。
系统采用三重化技术,就是说:所有重要电路都实现三重化,三重化的每个部分是独立的,但三个部分的功能又完全相同。三重化电路的输出信号在成为系统输出之前,经过一个三取二的表决芯片。当三个电路中有一路发生故障,输出错误信号,经过三取二表决后该错误信号被屏蔽掉,系统仍然输出正确的信号(电压、电流或开关状态)。系统不会因为内部故障而对过程产生影响。每种类型I/O卡件具备双重化冗余容错功能,同时卡件具备对故障和信号出错的鉴别及处理功能,所有I/O卡件还具备对现场开路及短路等故障的鉴别及处理功能,每种类型卡件均能在线热插拔和更换。
用BENTLY3500状态监视仪取代原来的2套BENTLY3300状态监视仪,实现3500与ESD之间的通讯,使3500数据在ESD 系统中方便的进行的读取,历史趋势,实时趋势的存储,报警,打印等功能,如图1所示。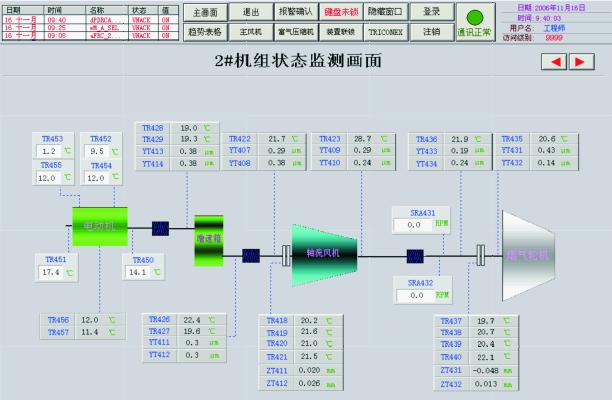
图1 2#机组状态监测画面采用一入两出安全栅将重要参数分别引进DCS系统和ESD系统中;利用ESD 的MODUBUS通讯功能,将ESD控制器与DCS通过RS-232/485接口与DCS系统进行通讯,通过系统组态,
2.2 系统实现的功能
(1)SOE·事件顺序记录
系统带有SOE功能,I/O卡件给控制器提供事件顺序能力,在每次扫描期间,控制器检查所指定的被称为事件的离散变量的状态改变。当一个事件发生时,控制器将变量的当前状态和时间协签存储在缓冲区内,以便组态提取事件顺序。SOE的识别时间间隔为≤1ms,SOE的事件记录存储时间为不少于6个月,并可实时存贮在硬盘中,并可通过打印机打印出来通过事件记录画面按时间顺序记录、显示及打印所有设备故障或报警事件及相关信息,事件记录可按要求选择记录格式,存储时间及打印的时间间隔。通过该功能,监控人员就可以通过发生事件时间顺序,查找第一故障点,从而准确的进行处理。
(2)第一事件报警
报警在生产运行中作为重要的一员,其重要性不言而喻。为了更直观,快捷的判断报警事件,在组态时开发了第一事件报警。经过画面点与系统内部系统参数的链接,将相关的报警值每5个分为1个块,3块为1组,当报警发生时可以清楚地得到每一块,每一组和全部报警的时间及顺序。为操作人员分析和维护装置起到了举足轻重的作用。
如图2所示,Tricon ESD TS3000已经为我们提供了最直接的分析。

图2 气压机系统报警画面(3)气压机,主风机防喘振
压缩机在运行过程中吸入流量减少到一定值时,出现一种不稳定的工作现象,其吸入流量和出口压力会周期低频率大幅度的波动,并引起设备的强烈振动,这种现象被称为压缩机的喘振。每台离心式或轴流式压缩机都有一个最大压头和最小流量的极限,超过这个极限,压缩机将会发生喘振。
压缩机喘振控制作为压缩机的保护装置是非常重要的,防止这种有害现象发生是压缩机控制系统最重要的任务之一。要想防止压缩机喘振的发生,就要知道压缩机运行时它的喘振点在哪里,才能确定一个合适的喘振控制裕度,再根据喘振发生的特点通过一些特定的控制来控制防喘振的发生,保护机组安全稳定地运行。
如图3所示,画面中列出了蜡催装置二号主风机的运行工作情况,左图内横坐标通过入口风量(FR402)计算出的流量百分数,纵坐标表示主风出口压力,从而计算出喘振线(图中红线部分),绿线表示喘振控制线。机组正常工作在绿线右边的区域内,如果工作点进入绿线左边,大放空阀将自动打开。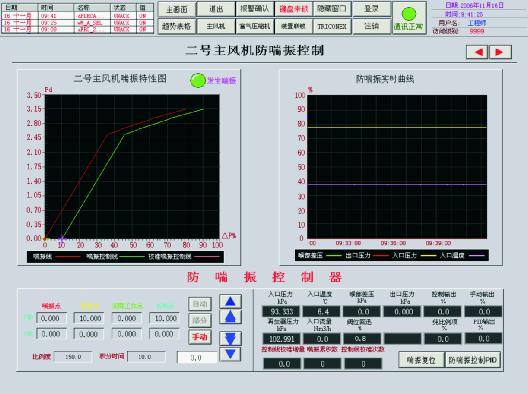
图3 二号主风机防喘振控制画面除常规防喘振控制外,机组每喘振一次,系统将出现一条橙色修正喘振线,该修正喘振线的位置为喘振控制线向右移动2%。从而更好地避免喘振的发生。右边实时曲线显示的是喉部差压,出口压力、入口压力、入口流量的实时趋势图。由此画面我们就可以清楚地看到机组的当前状态,及直观的感觉到机组异常状态。
(4)气压机升速完善
此次改造的中,有一项重要的原因就是气压机升速不稳。这一问题早就成了全厂关注的重点。对于全厂级特护设备出现的问题,这无疑是埋在一车间的一颗定时炸弹。对此,我们这次改造中征求全厂技术人员的分析结果,结合原来程序的运算,重新运算验证了如图4所示的升速曲线。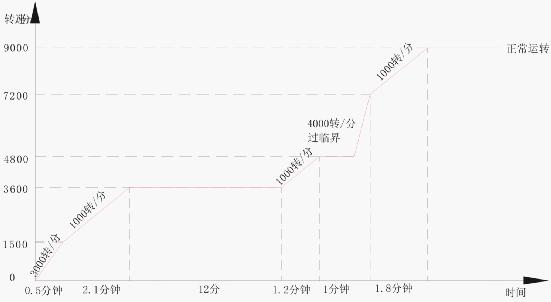
图4 气压机升速曲线自动方式升速时,按设置的参数进行升速,升速率,正常爬坡速率,临界转速(3600~4800 RPM),快速爬坡速率(临界段)经过重新计算,真正实现蜡催气压机的量身定制。新程序还可以通过按升速/降速命令按钮来实现手动方式升速,连续按下不放手时,升速速率与自动相同。
由 模式0:停车—〉模式1:系统复位—〉模式2:允许启动—〉模式3:暖机1(3600rpm)—〉模式4:暖机2(4800rpm)—〉模式5:升速,过临界—〉模式6:正常运行。逐步平稳的完成气压机的整个升速过程。
2.3 改造经验
(1)为了维护方便、系统静态调试和工艺操作,特别是装置开停车的需要,对每个参与联锁的点都设置旁路开关。
这样就大大方便了系统静态调试和工艺操作。而且对系统特殊状态下的运行也提供了保证。
(2)Tricon ESD TS3000三重冗余的优势并不能只是体现在硬件上。在机组改造过程中,笔者吸取去年工艺人员因误操作导致装置波动的教训,在所有点的输入部分,当输入变化大于5%时,都会提出“确认”以防治误操作的发生。
图5 蜡催装置工艺联锁关系图3 改造完成后取得的效果
改造完成通过对压缩机机组的控制系统的组态和调试,采用最佳控制方案,使压缩机机组在非满负荷的工况下,效率最高,操作范围宽,设备安全,具有足够的灵活性和可靠的防喘振保护系统。然后又通过熟悉掌握工艺过程和压缩机的操作性能,对压缩机机组原来的故障现象进行分析和研究,制定压缩机机组诊断维护方案,从而使压缩机控制系统达到最佳化和最优化。大大提高了机组运行的可靠性
另外,改造完成后,画面直观,操作简单,维护方便,让使用和维护者得到最直接的利益。
4 结束语
紧急停车系统作为一套安全保护系统,其责任和重要性不言而喻。一个好的安全联锁保护系统必须具有很高的可靠性、安全性和可用性。蜡催装置的Tricon ESD TS3000控制系统投用以来,系统安全稳定可靠,使用效果良好,不仅操作简单、组态方便,且维护量小、故障率低,提高了装置的生产操作控制和管理水平,优化了装置的运行,取得良好的经济效益和社会效率。其它作者:
杨海涛(1973- ),男,新疆乌鲁木齐人,仪表技术员,本科,研究方向为应用自动化控制,现就职于新疆乌鲁木齐石化公司炼油厂。参考文献
[1] ESD操作规程.
[2] 北京康吉森自动化设备技术有限公司. LAB-Intouch Training.
[3] 北京康吉森自动化设备技术有限公司. Tricon设计与安装手册.

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号