



.jpg)



当前位置:首页»企业

- 企业简介
-
作为中国自动化领域的权威旗舰网络媒体,控制网创立于1999年7月,是中国举行的第十四届IFAC (International Federation of Automatic Control)大会的中国官方组织机构的唯一指定网站。控制网是中国自动化学会专家咨询工作 委员会(ECC)的秘书处常设之地。是北京自控在线文化传播有限公司开设的网站。
- 公司类型:其他
- 联系方式
-
- 控制网
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116291 / 59813326
- 传真:010-59813329
- 网址:http://www.kongzhi.net
- Email:mahongliang@kongzhi.net
- 联系人:市场部
- 案例详细
-
标题 PLC在工业远程控制方面的应用 技术领域 PLC&PAC 行业 简介 内容  余建国(1972-)
余建国(1972-)
男,河北石家庄人,本科学历,讲师,(河北省衡水市科技局微机中心,河北 衡水 053000) ,主要从事软件开发和计算机教学工作。
摘要:文章主要针对利用PLC控制一个精确的提升装置,介绍了三菱PLC在工业远程控制方面的应用。
关键词:PLC;通讯;A/D转换;D/A转换Abstract: This paper mostly mainly introduces describes the application of MITSUBISHI PLC in remote industrial control system by introducing aim at controlling an accurate takeup device controlled by PLC.
Key words: PLC; Communication; A/D; D/A
1 引言
由于PLC是专为在工业环境下应用而设计的一种工业控制计算机,具有抗干扰能力强、可靠性极高、体积小等显著优点。本项目利用三菱PLC控制一个精确的提升装置实现某种国防产品的装配作业。控制要求PLC对现场采集到的参数进行接收并处理,将数据传送到500米以外的监控室的上位计算机,同时接受计算机发来的控制指令来完成提升装置的特定的动作,从而达到生产的目的。
鉴于三菱PLC的FX系列有扫描速度高、结构紧凑、价格低廉以及具有模块化和标准化便于编程开发等诸多优点,根据项目具体控制点数的要求,选择了FX2N-32MR基本单元。该单元的PLC仅能实现开关量的输入和输出控制。为了实现数字量和模拟量的相互转换,增加了A/D和D/A转换模块。为了与上位计算机实现远距离串行通信,PLC主体还需增加用于格式和电平转换的485ADP模块。
2 上位计算机与三菱FX系列PLC的串行通讯设计
FX系列PLC支持多种通讯类型,如:N : N网络型、并行连接型、无协议通讯型和计算机连接型等。由于本系统采用上位计算机与PLC串行通讯,所以采用计算机连接类型通讯。
2.1 计算机连接类型通讯协议设计
计算机连接类型的协议是三菱公司为用户提供的一种专用的通讯协议,既可以实现RS-485(422)通讯也可以实现RS-232通讯,如果要求的通讯距离不大,可以直接将PLC提供的RS-232通讯口与计算机的9针串口连接起来。本项目要实现300~500米的通讯距离,因此采用RS-485的通讯标准,此种通讯需要专用的转换模块完成RS-232到RS-485的转换。图1为本系统的控制接线图。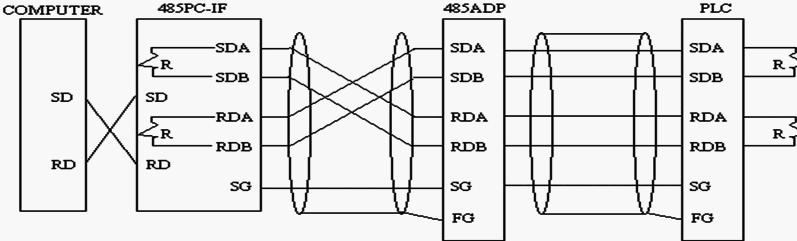
图1 RS-485接线图图1中的485PC-IF和485ADP都是三菱公司生产的用于通讯的模块。计算机端和485PC-IF的接线采用的三线制的接法(地线可以不接),此间属于RS-232通信标准。在485PC-IF和485ADP模块之间的数据传输是RS-485的标准,如图1所示,两模块之间用一对双绞线连接,信号的传输方式是差分传输,其传输距离可达1200米,因此采用此种接线标准可以充分满足项目300~500米的远距离传输的要求。PLC与485ADP之间采用数据线相连接,为了便于各模块间的组装,每个模块都有提供一个数据口,模块间可以通过从数据口引出的数据线进行一一扩展。
虽然计算机连接型的通讯协议已经有专用的通讯协议,用户不必去开发PLC一方的协议,但是要实现与计算机的通讯,还需对计算机侧进行协议开发,而且要与PLC的专用协议保持一致,协议规定计算机方为主动请求方,PLC接收到请求信号后,开始初始化通讯设置,然后发送应答信号以示握手联络成功,等待接收数据。计算机收到应答信号后,可以根据固定的协议发送数据或控制指令。在计算机侧无论是用何种软件开发通信协议,都要保证数据在PLC与计算机间是以ASCII码的形式进行数据传输,在没有自动将数据转化成ASCII码的编程软件中要进行手动转化。
2.2 PLC在计算机连接类型中的系统参数设置
PLC虽然有专用的通讯协议,但是要满足具体的通讯还需要对一些待定的参数进行设置,PLC提供了以下几种特殊的寄存器来帮用户实现相关参数的设置。
· 通讯格式设置参数寄存器(D8120):
D8120存入一个16位十六进制数,每一位都有相关的说明,用户可以根据具体的情况完成通讯参数的设置。从低位到高位依次对数据长度、奇偶校验、停止位、波特率等进行规定,不同的设置组成不同的数值,将此数值存入D8120即可。
· 主从站点设置寄存器(D8121):
由于计算机连接类型的通讯可以实现1 : n的连接,即一个上位计算机可以与多个PLC通迅,这就必须对每个PLC进行一个编号(站点号),分为主站点和从站点,D8121中的一个十六进制数值就是代表某个PLC的站点,从而使计算机明确本次是与哪一PLC进行的通讯。数值的范围是从00H~0FH。
· 超时设置寄存器(D8129):
超时检查时间是指在计算机向PLC的失败传送接收结束后一直到发送序列初始化的这一时间,根据PLC的不同型号,给出响应的时间范围。图2是对D8120、D8121、D8129的设置梯形图:
图2 参数设置梯形图图2中:
D8120中的数值规定了:数据长度为7位、偶校验、波特率为9600bps、无协议通讯、未使用标题、未使用终结符、控制线为普通模式;
D8121中的数值规定了与计算机是与0站点PLC通讯;
D8129中的数值规定了通讯超时时间是60ms。
3 PLC程序设计
要实现计算机与PLC的数据通信,只对通讯参数进行设置是不够的。需要对计算机与PLC之间流动的数据(包括开关量和模拟量)进行编程设计。开关量一般是上位计算机对PLC的软元件(X、Y、M)等的一些强制的ON或OFF操作,从而触发PLC梯形图的某种逻辑关系。而模拟量是通讯的主要部分,PLC通过数字量到模拟量的转换模块(D/A)来控制现场提升装置如变频器、比例电磁阀等模拟量调节装置,进而控制变频电机的转速和调节液压系统的油路压力,从而实现了对提升装置速度和提升力的远程调节。为了实现对现场的提升速度、油路压力、提升力的监测,PLC需要多个通道的模拟量到数字量的转换模块(A/D),把安装在现场设备上的速度、压力和拉力传感器传来的模拟信号转化为数字量,存入规定的存储区供计算机访问。A/D和D/A两种模块属于PLC的主体的两个扩展单元,本身没有CPU处理单元,它是通过主体中的数据线连接在一起,要实现与主单元模块的协同操作,必须对其进行程序驱动,用以确定数据的转换时间、数据的存储位置、通道选择以及对采集的数据进行增益量和偏移量的软调节等。
图3为D/A转换的部分梯形图程序,整个转换过程通过MOV和TO指令来完成的;在D/A转换过程中,MOV指令使数据寄存器中的数值移动到缓冲区,通过一系列的TO指令使缓冲区中的数值发送到D/A模块的规定的通道中。A/D转换过程采用FROM和TO指令将模块中的数据发送到指定的数据寄存器中。D/A控制以控制变频电机为例,本项目中变频电机的转速随提升的要求分为慢速提升、快速提升和高速提升三个转速,在每个速段需要有一个D/A转换的梯形图与其对应,图3是电机慢速提升时的控制梯形图。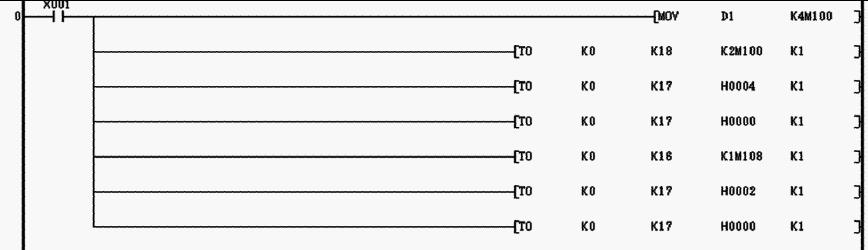
图3 D/A控制梯形图图3中:
第一行,“慢速提升”按钮使X001为ON,将数据寄存器D1中的数据存入缓冲区,数据寄存器D1存放的是电机的频率值;
第二行,用TO指令将低8位数据向D/A模块输出;
三、四行语句使输出低8位数据保持,等待高4位的数据;
第五行语句使高4位的数据向D/A模块输出;
最后两行语句是对数据输出的通道进行选择,选择通道1。
图4是对现场压力传感器采集的数据进行转换的梯形图,本梯形图只涉及A/D的转换, 没有对采集的数据的比例调整程序: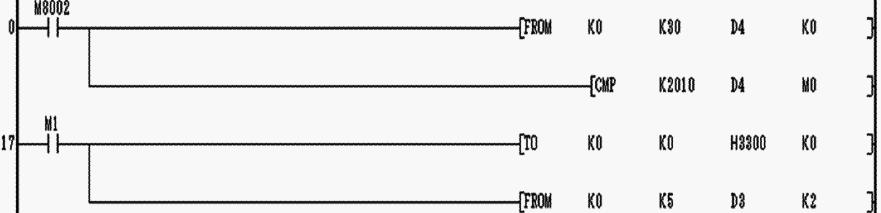
图4 A/D转换梯形图图4中:
第一行语句,用FROM语句将#30号缓存区的数值放入D4中,#30存放的是此A/D模块的验证码,正常值是K2010;
第二语句用K2010与D4中的值进行比较,如果相等是M1为ON;
第三条语句是通道选择程序,本语句选择1通道和2通道,即将H3300存入#0号缓存区;
最后一条语句作用是将1、2通道的数据存入数据寄存器D3、D4。
4 结语
本文通过对PLC的正确硬件连接和软件的设计,实现了远程上位计算机与现场PLC的实时通信;实现了远程对现场变频器和比例电磁阀等的控制,满足了项目提出的作业要求。参考文献
[1] 廖常初. 可编程序控制器应用技术[M]. 重庆大学出版社, 2001, 2.
[2] 三菱可编程控制器FX通讯用户手册[S].
[3] 王兆义. 小型可编程控制器实用技术[M]. 机械工业出版社,2002.
[4] MITSUBISHI ELECTRIC CROP. 三菱微型可编程控制器使用手册[S].
[5] 宋德玉. 可编程控制器原来及应用系统设计技术[M]. 冶金工业出版社,2000.

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号