



.jpg)



当前位置:首页»企业

- 企业简介
-
西门子自动化与驱动集团(A&D)是西门子股份公司中最大的集团之一,是西门子工业领域的重要组成部分。作为自动化和驱动领域的世界先驱,A&D 目前拥有 70,500 多名雇员,遍布 193 个国家,在2005/06财政年度(截止到2006年9月30日)销售业绩高达128亿欧元, 接受订单达141亿欧元。我们始终致力于给您带来新理念和新技术,为您在全世界,特别是在中国的发展助一臂之力。
- 公司类型:供应商
- 联系方式
-
- 西门子自动化与驱动集团自动化系统部
- 地址:北京市朝阳区望京中环南路7号邮政信箱: 8543
- 邮编:100102
- 电话:010-64768888
- 传真:010-64764915
- 网址:http://www.ad.siemens.com.cn/
- Email:adweb@siemens.com
- 联系人:
- 案例详细
-
标题 西门子 MM440 变频器在高速卷纸生产线上的应用 技术领域 行业 电力 简介 内容 广东省佛山市南海区宝索机械制造有限公司是专业研发、制造、销售生活用纸机械设备的一体化企业。全自动高速卷纸生产线是其高端产品,在国内处于领先地位。
其系统描述如下:
高速纸巾生产线主要是由复卷工艺段、切纸工艺段两个部分组成。
高速生产线的生产速度要达到 400m/min 至 450m/min 之间。
经过复卷的纸卷,其疏密程度将会保持一致。
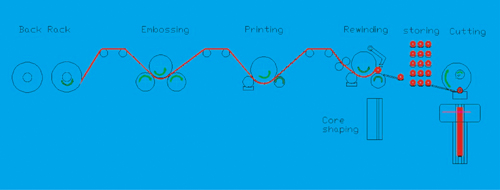
图1 系统示意图
图1中,Back Rack:后架;Embossing:压花;Printing:印色;Rewinding:复卷;Storing:储卷;Cutting:切纸。
复卷工艺段
复卷工艺段包括后架、压花、印色和复卷四个部分。
(1) 后架:经送纸皮带展开原纸,传送到前一机组压花组。
(2) 压花:两层原纸各经一组钢对辊压花辊压花上胶复合后再传到印色部分。
(3) 印色:经压花后的两层纸分别经两组印色装置,生产印色厨房用纸。以上均为机械传动,与主复卷机械联动。
(4) 复卷:经压花、印色后的两层纸再经进纸辊、打孔刀辊、断纸刀辊、复卷底辊,围绕纸芯卷成纸卷。
电气控制部分:(1) 主复卷:主传动轴采用 45KW 的 MM440 型变频器,控制方式采用开环矢量控制,要求最低转速可达到1Hz(30 转),无级调速,运行平稳。
(2) 伺服控制(Simotion D425)
打孔轴:跟踪主传动轴,角同步,同步比例可更改。
压纸臂:跟踪主传动轴,走计算出的直径控制凸轮曲线(使复卷后的纸卷疏密度一致)。
下复卷:跟踪主传动轴,做角同步。
切纸工艺段纸卷由送纸带推进切纸机,切纸刀按设定长度将纸卷切成定长,同时自动夹纸伺服控制将切断的纸卷用塑料抱夹夹起,送到出纸输送皮带上,纸头纸尾由推挡推到出纸通道尽头掉入废纸收集箱。
纸卷切断长度可在设定范围内任意可调,切出的纸卷必须切面平整、长度统一,自动夹纸伺服控制能与切纸速度匹配,无卷纸脱落现象。
切纸刀为主传动采用 7.5kW 的 MM440 型变频器,控制方式采用开环矢量控制,要求最低转速可达到1Hz(30 转),无级调速,运行平稳。送纸带同样由 Simotion D425 控制,跟随切纸刀,角同步。
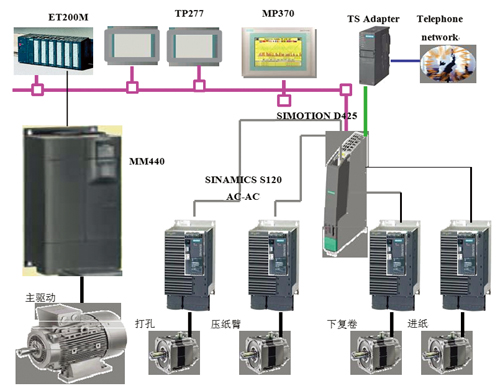
图2 系统配置图
复卷原理简述
表面卷绕
让一根做旋转运动的辊子的表面与要卷绕的纸卷摩擦接触,把旋转运动传递给纸卷。先将卷纸的硬纸筒芯置入有一个由三个旋转轴组成的复卷窝穴中,通过这三个辊的旋转磨擦纸卷最表面一层原纸而实现复卷。
中心卷绕
中心卷绕装置通过纸卷轴获得旋转运动,先向卷纸硬纸筒芯中插入一根钢制轴杆,通过驱动钢制轴杆进而带动硬纸筒芯转动实现复卷。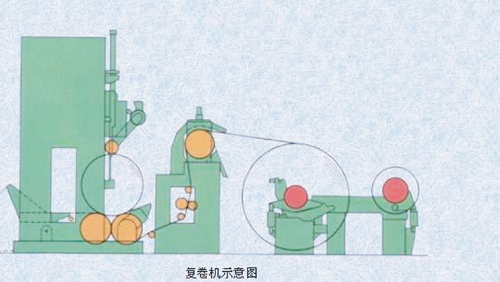
图 3 复卷机示意图
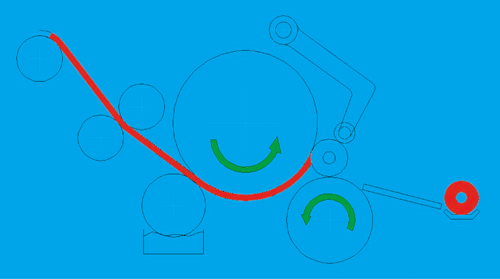
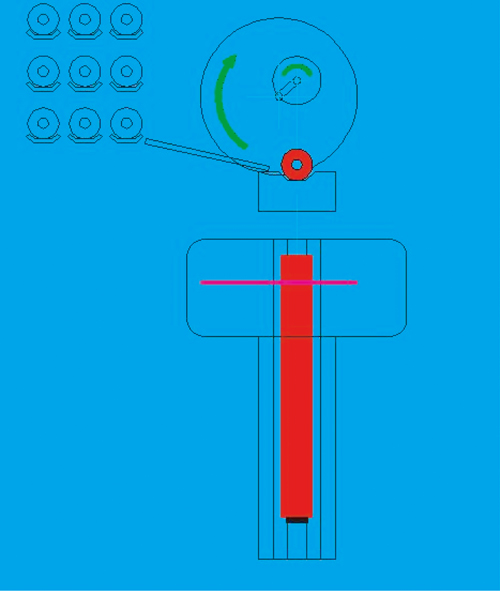
图5 剪切(切纸)控制
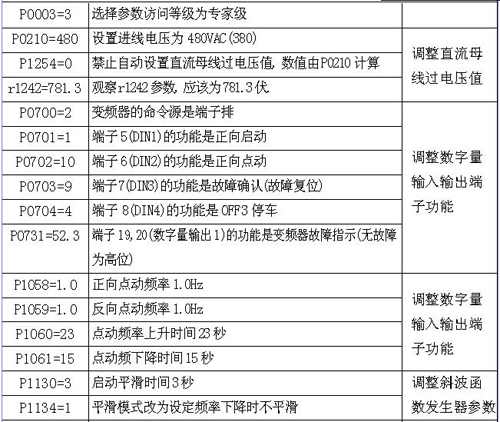
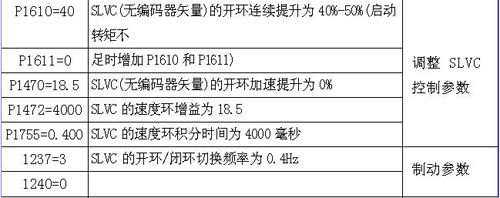
MM440 变频器的调试步骤如下:

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号