



.jpg)



当前位置:首页»企业

- 企业简介
-
作为中国自动化领域的权威旗舰网络媒体,控制网创立于1999年7月,是中国举行的第十四届IFAC (International Federation of Automatic Control)大会的中国官方组织机构的唯一指定网站。控制网是中国自动化学会专家咨询工作 委员会(ECC)的秘书处常设之地。是北京自控在线文化传播有限公司开设的网站。
- 公司类型:其他
- 联系方式
-
- 控制网
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116291 / 59813326
- 传真:010-59813329
- 网址:http://www.kongzhi.net
- Email:mahongliang@kongzhi.net
- 联系人:市场部
- 案例详细
-
标题 洛阳石化BOPP薄膜电晕系统探讨 技术领域 行业 简介 本文从电气控制、影响电晕强度及常见故障处理三个方面介绍了电晕在洛阳石化BOPP薄膜生产线上的应用。 内容 
焦明立 (1971-)
男,河南人,工程师,毕业于抚顺石油学院工业自动化专业,从事仪表与自动化的现场维护与专业技术管理工作。
摘要:本文从电气控制、影响电晕强度及常见故障处理三个方面介绍了电晕在洛阳石化BOPP薄膜生产线上的应用。
关键词:电极;逆变器;高频变压器;profibus总线
Abstract: The application of corona system of BOPP line in Luoyang Petrochemical factory is
introduced in this paper, which mainly consists of electrical control, factors that
influences the strength of corona and corona system troubleshooting.
Key words: Electrode; inverter; high frequency transformer; profibus
1 概述
BOPP薄膜在应用于食品、挂历、画册、胶粘带等时,往往需要进行印刷、涂层、粘合等操作,由于聚丙烯材料本身的表面张力值相对偏低,仅为31达因(W*min/m2),而在应用时,一般要求薄膜单面表面张力强度在38达因以上,因此,在生产BOPP薄膜时往往需要进行表面处理,提高其表面张力,改善聚合物的粘接性和润湿性,以满足行业使用的要求。常用的表面处理方式有两种:一为电晕处理;另一为火焰处理。在洛阳石化BOPP薄膜生产线上这两套装置都有。在实际应用上,由于电晕处理简便易行,处理效果好,因此薄膜生产厂家基本上都采用这一方式,洛阳石化聚丙烯有限责任公司(以下简称洛阳石化)也是主要使用电晕处理。
近年来,塑料包装的大量应用极大地促进了薄膜加工技术的提高,电晕处理技术也向自动化、网络化发展,成为影响薄膜产品质量的重要装置之一。电晕处理是一种电弧处理,主要由逆变器、高频变压器、电极和电晕辊等组成。它使承印物的表面具有更高的附着性。其原理是利用高频率高电压在被处理的塑料表面电晕放电(高频交流电压高达5000-15000V),当电压通过2.5mm的空气间隙时,就会产生连续放电而产生低温等离子体,离子电击侵蚀薄膜表面产生游离基反应而使聚合物发生交联,使薄膜表面变粗糙,以致增加承印物表面的附着能力。另外为了排除所产生的臭氧及降温,用抽风风机把电晕处理器附近的空气往外排走以及在电晕辊内部利用工艺水冷却散热。以下从影响电气控制、电晕强度及常见故障处理三个方面介绍电晕在BOPP薄膜生产线上的应用。
2 电气控制系统
洛阳石化公司的电晕系统是引进德国softal公司的专利技术。softal公司是世界专业制造电晕系统的公司之一,产品已大量应用在许多bopp薄膜生产线上,由于它网络通信实时性强,电气自动化程度高,设备可靠性好等特点,了解它的工作过程对工程人员较好的发挥设备性能有很好的指导意义。
电晕系统的电气控制部分主要由控制柜,逆变柜,输出高频变压器,电极组成。现将各部分的功能简单介绍:
(1)控制柜安装有PLC控制器,电源滤波装置,整流装置和外围控制单元。PLC控制器主要接收所有外控单元的信号来判断是否具备电晕投入的条件,或在工作过程中根据外控单元传递的信号实时监控设备运行状态,保证电晕系统可靠运行。整流装置是把滤过高频谐波的的380V的交流电源转换为(530V)的直流电源,为调制高频电压做准备,外控设备包括有高频变压器冷却风机,臭氧排风机及各种现场检视元件如风量开关,零速传感器,电极打开(关闭)开关等。
(2)逆变柜其实就是一个大型的单向逆变器,通过柜内电子控制单元将来自控制柜的直流电调制成(16~40 kHz)的高频交流电,在送往现场的高频变压器。柜内的PLC是控制柜PLC的扩展,检视逆变器的工作状态。
(3)高频变压器和电极是将调制好的高频交流电升压至10000V左右的高压,经电极通过薄膜对电晕辊放电,完成电晕的处理。
图1 电晕处理过程
电晕控制是个复杂的过程,受现场很多条件制约。例如零速传感器检测到生产线的线速度达到(80m/min)时可以投用,风量开关完好正常,高频变压器温度不超过设定值,电晕工位正确等等。最重要的是与操作员的操作水平有关,这是因为电晕系统自动化程度高,在具备开车的条件下,所有电晕参数均由操作员来调整,参数的设定、调整与电晕正常可靠运行有密切联系。
洛阳石化公司的电晕系统由3套电晕发生器组成,每个电晕发生器的电极由一套独立的电气系统控制,在使用上根据工艺和产品的需要由操作员在监控机或现场操作台来选择投用电极的个数。所以在工作状态中3套电晕发生器既独立又相互关联。电晕系统主要由网络和电气控制两部分构成,以下是电晕系统的网络连接简图。
图2 电晕系统的网络连接简图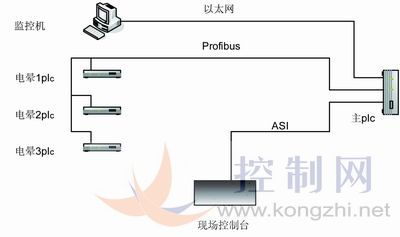
从图上可以看出电晕控制系统的网络是由profibus和asi两种总线组成的,操作员有两种操作方式。
(1)通过现场控制台本地控制。电晕系统启、停指令通过asi总线到达生产线主PLC,主PLC根据指令的内容转换成profibus总线协议的格式再送至相关电晕的PLC执行,但各项电晕参数需要操作员在监控机上完成。
(2)通过监控机远程控制。操作员将监控机设定为远程控制,电晕系统的启、停和各项参数的设定均在计算机上完成,通过以太网送往主PLC,主PLC将接收到的各种控制、命令信息再通过profibus总线送至相关电晕PLC进行调整。
3 薄膜电晕处理强度的影响因素
(1)薄膜电晕处理强度
薄膜电晕处理强度单位为w*min/m2,即P/(L*V)。
P:电晕发生器的功率w;L:电晕辊的长度m;V:为生产线的速度m/mim。
生产线一旦选型后电晕辊的长度L就已固定,因此要获得薄膜电晕处理强度就要根据生产线速度的变化来调节电晕发生器的功率,通过调节电晕处理的电极电压来改变电晕发生器的功率,要随着生产线速度的变化作出相应的调整,随着生产线速度的增大而增大。
(2)电极类型
电晕处理的效果与电极的设计有较大关系。设备上采用单电极或双电极方式在处理效果上有一定的差别,双电极比较于单电极有几方面优点:能产生更高处理值,耗能更低;能减少储存时表面张力的下降;减少薄膜在电晕处理过程中的受热;减少表面感应的静电。
(3)薄膜温度
BOPP是挤出厚片经激冷后,再经纵、横二个方向拉伸后所制得的薄膜,在进入牵引单元后,通过冷却、切边、测厚、预热等工序,然后再进行电晕处理。这时薄膜的温度对电晕处理的效果有直接的影响,而薄膜温度则主要由预热辊的设定温度进行控制,薄膜温度控制在40℃~60℃之间更有利于电晕的处理,随着薄膜温度的升高,薄膜的表面处理达因值也同时升高。通过预热辊的设定温度来调整薄膜的表面处理达因值,是在工艺控制中经常采用的有效方法之一。
(4)电极排风量
在电晕处理过程中,随着空气离子化,会产生等离子体,其中包含有电子、氧离子、臭氧等,等离子体会渗透薄膜,破坏其它化学键,激发自由游离基,与氧气离子起作用成氧化极化基,这些基团会对薄膜的表面润湿特性产生影响。从另一方面来说,等离子体在薄膜表面的浓度会直接影响电晕处理的效果。一般而言,电极排风阀门的开启度越大,薄膜的表面处理达因值会越小;反之,电极排风阀门的开启度越小,薄膜的表面处理达因值会越大。
(5)表面材料
BOPP薄膜在生产后还会发生结构状态的变化,在几天内,聚合物由无定形变化成晶体形,从而影响电晕处理的效果。处理强度会随着时间的推移先是逐步下降,最后渐渐保持稳定。电晕处理的消减幅度与贮存温度有关,温度越高,消减幅度越快。电晕处理除了可以改变薄膜的表面达因值外,还会影响薄膜的摩擦系数、收缩率和热封强度等方面的物理性能。
4 常见故障处理
由以上介绍可知电晕系统是BOPP生产线中重要的装置之一,设备运行状态直接影响到薄膜的产品质量,对他的维护就显得尤为重要。由于系统的自动化程度较高,PLC控制器、逆变器和高频变压器的故障率是较低的,影响电晕系统工作的因素主要是以下几个方面。
(1)网络影响
电晕系统的PLC是通过PROFIBUS和ASI两种现场总线与生产线的主PLC的以太网相连,系统的各种控制、命令信息要实时的与主PLC保持畅通,所以要保证网络数据通信的可靠性。对PROFIBUS总线要重点检查端子是否连接牢固,屏蔽是否可靠,周围是否有强磁场干扰。ASI总线要定期检查相关ASI控制器的状态是否正常,控制器电源电压在正常范围,接线无松动。
(2)电气影响
引发电晕系统电气控制不能正常工作主要是一些外围电气元器件造成的。任一外围元器件的故障都会造成电气联锁。在日常维护中应重点检查排风机的风量开关,电极架行程开关,电气检修开关是否完好无损,逆变器柜和高频变压器通风散热是否良好(在其内部都有一个温控器来控制其温度不超过设定保护值),现场启停按扭接线牢固无松动。
(3)机械影响
电晕系统的机械部件相对较简单,主要检查电极间隙在规定的(2~2.5mm)范围内,电极极板无形变脱落,支撑架螺丝不松动,电极的支承气缸润滑良好无漏气。
(4)环境影响
由于电晕系统是靠放出高频高压来工作的,高频高压对周围环境将产生很强的静电,静电将吸附大量的灰尘在电极极板和极板绝缘子上,这些灰尘如果不定期清扫,会形成导电体,高频电压就不能正常电离空气反而会造成对地放电,致使电晕系统不能投入。另外阴冷潮湿空气易形成的凝结水同样会导电造成电晕系统不能正常工作。所以保证电晕系统的清洁干燥是减少故障发生的一种有效途径。
5 结论
综上所述,电晕系统的运行状态取决于很多因素的影响。最主要的因素是:电晕参数的调整、电晕设备运行状态及环境的影响。减少影响电晕运行的因素,就能最大程度的发挥设备的性能,提高薄膜的品质和优级品率,增加良好的经济效益。
其他作者:郭莉,女,河南人, 助理工程师,2003年毕业于重庆通信学院计算机专业,现从事仪表技术管理工作。

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号