



.jpg)



当前位置:首页»企业

- 企业简介
-
西门子自动化与驱动集团(A&D)是西门子股份公司中最大的集团之一,是西门子工业领域的重要组成部分。作为自动化和驱动领域的世界先驱,A&D 目前拥有 70,500 多名雇员,遍布 193 个国家,在2005/06财政年度(截止到2006年9月30日)销售业绩高达128亿欧元, 接受订单达141亿欧元。我们始终致力于给您带来新理念和新技术,为您在全世界,特别是在中国的发展助一臂之力。
- 公司类型:供应商
- 联系方式
-
- 西门子自动化与驱动集团自动化系统部
- 地址:北京市朝阳区望京中环南路7号邮政信箱: 8543
- 邮编:100102
- 电话:010-64768888
- 传真:010-64764915
- 网址:http://www.ad.siemens.com.cn/
- Email:adweb@siemens.com
- 联系人:
- 案例详细
-
标题 交-直-交变频调速器在连轧型钢主传动中的应用 技术领域 行业 电梯 简介 内容 摘 要:随着现代化工业技术的迅速发展,对型钢的品种、规格和产量的要求日益增高。在我国,连轧中型钢材生产单位屈指可数,轧机采用交流电机的更是少之又少,但在型材的生产中轧机占有重要位置,交流电动机本身有着直流电动机不具备的优点:没有电刷和换向器,结构简单、坚固耐用、经济可靠,但因为交流电动机是一个多变量、强祸合、非线性的时变系统,调速比较困难,随着电力电子技术的迅速发展和微型计算机控制技术以及现代控制理论引人,交流调速系统的得以应用。
Abstract:Promptness develops , the breed , specification and the output request to section steel increase gradually height with modernizing industrial technology‘s. The productive establishment is very few in our country , including rolling medium-sized steels , that the rolling mill adopt an AC dynamo‘s is very few more , the rolling mill occupies important location , the alternating-current motor has the merit that direct current motivation does not have per se but in the section bar childbirth: Without brush and commutator, structure stands wear and tear simple , firm , economy is reliable, system , speed regulation are comparatively difficult but because of the alternating-current motor changes when being a multivariate , strong the misfortune small side door , nonlinearity , manage to apply with the fact that develop and in miniature prompt electric power electron technology computer cntrol technology and modern control theory attracting person , exchanging speed regulation systematically.
关键字:变频器 主传动 矢量控制 西门子
Key words: The frequency transformer host drive vector controls Siemens
一、 引言
宣钢连轧中型厂属于全国仅有的几家中型材热连轧企业之一,设计生产能力达70万吨/年。主要产品有角钢、槽钢、工字钢、圆钢及矿用U型钢等。其中主传动使用的是西门子6SE70系列变频调速装置+上海电机厂的交流异步电动机。具有故障率低,调速精度高,保护功能多,无冲击起动和软停机等优点,交-直-交变频调速传动技术方案通常采用通用型变频调速装置(变频器或逆变器)+交流异步电动机。通用型变频调速装置的特点是其逆变功率器件采用IGBT,主回路采用两电平PWM调制,控制回路采用矢量(VC)控制或标量(即V/F)控制。交流变频调速器是一种应用矢量控制原理,采用模块化结构,集数字技术、计算机技术和自动控制技术于一体的智能型交流电动机调速装置。
二、变频调速在主传动控制上的应用
1)轧钢企业中对轧机的控制尤为重要,轧机控制特点主要是当轧机启动与咬钢时电流突然加大,而在空载时电流相对比较稳定。轧机启动与咬钢是个加速过程。一旦驱动电流克服了这种大惯性负载而起动起来,维持正常运转所需的驱动能量及转矩就很小了,可以根据所需的速度随时调整。
2)变频器的选择。
根据轧机的工作情况,变频器采用交-直-交变频调速装置。供电方式采用整流装置直流母线+逆变器+回馈单元,本系统中10#——-13#轧机为两台1500KW整流单元12脉冲运行方式外,其余各区域均采用两台1500KW的整流单元6脉冲主从的并联运行方式,整流器的作用是将定额定压的交流整流为直流,为逆变器提供直流电源,它通过电压调节器、电流调节器及移相触发器给出处罚脉冲信号来控制整流器可控硅的控制角a,以改变相应的整流电压和电流。逆变器的作用是将直流调整成可变频率的交流,供给交流电动机的变频电源,见下图:
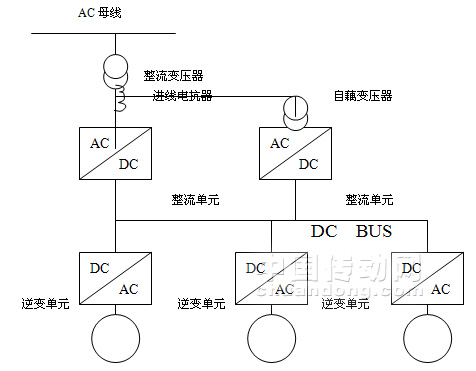
AC母线电压经过整流单元与逆变单元将整流后的直流电压转换成电压和频率均可变的交流电,送给交流电动机以实现变频调速。由于轧机属于频繁的高低速转换设备,如果采用制动单元方式,就会把大量的能量消耗在制动电阻上,既不经济又浪费能源。而采用回馈单元可以把直流母线上多余的能量逆变为交流电回馈到电网。当直流母线电压超过一定值时,三相全控晶闸管逆变桥进入逆变工作状态,将直流电逆变为交流电,经自藕变压器回馈至电网。
交直交变频调速系统主要由整流、回馈、中间直流环节、逆变和控制5个部分组成。此系统的控制精度高,低频特性好,稳定性高,谐波分量低,充分满足了压下电机的控制要求。它的工作原理是将变压器送人的750 V工频交流电源经整流回馈装置的正向桥整定为930 V的直流电源输出到直流母线上,然后再把直流电源通过变频器转换成频率、电压均可控制的690 V交流电源供给轧机主电机。而当电机突然制动时,此系统还可以通过整流回馈单元的反向桥经自藕变压器,将能量返回主电网。轧机主电机轴端接有增量型编码器进行速度反馈,实现了矢量控制,保证了轧机的准确性。
3)采用矢量控制
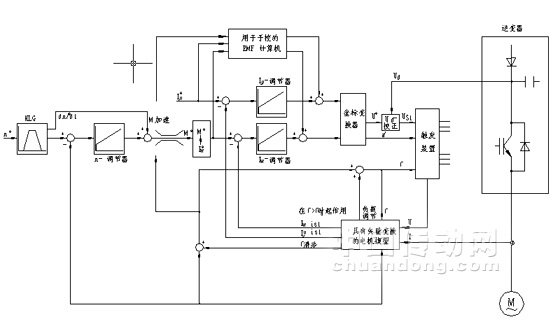
宣钢连轧中型厂主传动电机的交-直-交变频调速控制系统中的变频器,选用带速度传感器的矢量控制方式,它可以得到很好的异步电机闭环变频调速技术性能,由增量型编码器提供速度反馈信号给变频器,定子电流矢量分解产生的励磁电流和转矩电流便可分别加以控制,并分别控制两分量的幅值和相位。从而的获到与直流调速系统同样的静、动态性能,同时也避免了直流调速系中直流电动机本身机械换向问题和在恶劣环境下的不适用问题。
这种控制器的特征是反馈信号来至控制系统。把反应被控制的变量实际状态的反馈信号与速度给定信号相减,得到偏差信号的幅值和相位。由偏差信号作为调节器的输入,由调节器的输出信号作为控制系统的输入,由此可以使偏差信号减小,提高控制精度。主轧机的控制主要靠设定的速度值与实际反馈的速度值的偏差以及电流环的变化而做出调整。其原理框图如下:
4)变频调速器与PLC的通讯变频调速装置内装有CBP2通讯板与PLC通过Profibus-DP网联网通讯。在本系统中,S7-400 PLC作为主站,变频器作为从站时,主站向变频器传送运行指令,同时接受变频器反馈的运行状态及故障报警状态的信号。变频器通过CBP2通讯板与PLC模块相连,接入Profibus-DP网中作为从站,接受从主站SIMATIC S7来的控制。CBP2通讯板将从Profibus-DP网中接收到的过程数据存入双向RAM中,每一个字都被编址,在变频器端的双向RAM可通过被编址参数排序,向变频器写入控制字、设置值或读出实际值、诊断信息等参量。
变频器现场总线控制系统若从软件角度看,其核心内容是现场总线的通讯协议。Profibus-DP通讯协议的数据电报结构分为协议头、网络数据和协议层。网络数据即PPO包括参数值PKW及过程数据PZD。参数值PKW是变频器运行时要定义的一些功能码;过程数据PZD是变频器运行过程中要输入/输出的一些数据值,如频率给定值、速度反馈值、电流反馈值等。Profibus-DP共有两类型的网络PPO:一类是无PKW而有2个字或6个字的PZD;另一类是有PKW且还有2个字、6个字或10个字的PZD。将网络数据这样分类定义的目的,是为了完成不同的任务,即PKW的传输与PZD的传输互不影响,均各自独立工作,从而使变频器能够按照上一级自动化系统的指令运行。
三、结束语
通过二年交流变频器成功的使用实现张力控制系统表明,用西门子SIMOVERT MASTER DRIVE矢量控制系统,大大提高了动态响应速度和产品质量。SIMOVERT MASTERD RIVE高精度、高质量的转矩动态控制效果满足了型材的生产工艺要求。
参考文献:
矢量控制大全(西门子电气传动)

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号