



.jpg)



当前位置:首页»企业

- 企业简介
-
作为中国自动化领域的权威旗舰网络媒体,控制网创立于1999年7月,是中国举行的第十四届IFAC (International Federation of Automatic Control)大会的中国官方组织机构的唯一指定网站。控制网是中国自动化学会专家咨询工作 委员会(ECC)的秘书处常设之地。是北京自控在线文化传播有限公司开设的网站。
- 公司类型:其他
- 联系方式
-
- 控制网
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116291 / 59813326
- 传真:010-59813329
- 网址:http://www.kongzhi.net
- Email:mahongliang@kongzhi.net
- 联系人:市场部
- 案例详细
-
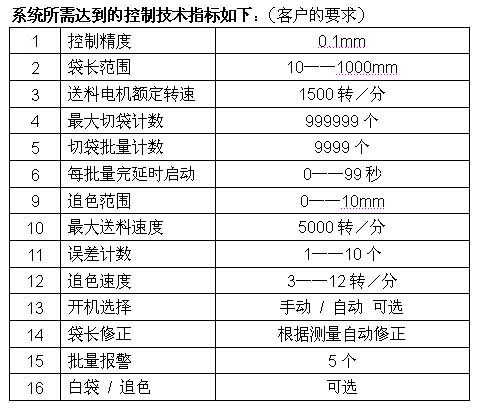
标题 时光伺服系统在封切机控制系统的应用 技术领域 自动化软件 行业 石油天然气 简介 内容 一、伺服技术
伺服系统是机电产品中的重要环节,其控制性能反映了机电设备的控制质量。伺服系统的发展经历了由液压到电气,电气伺服又经历了由模拟到模拟?数字混合再到全数字化伺服的演进过程。伺服系统根据所驱动的电机对象,又分为直流(DC)伺服系统和交流(AC)伺服系统。到90年代初期,随着微处理技术、高性能半导体功率器件等制造工艺的发展及性价比的日益提高,交流伺服技术逐渐成为主导产品。交流伺服系统按其驱动电动机的类型,主要有两大类:交流永磁同步(SM型)电动机伺服系统和交流感应式异步(IM型)电动机伺服系统。感应式异步电动机伺服系统由于感应式异步电动机结构坚固、制造容易、价格低廉,具有良好的发展前景,是未来伺服技术的发展方向之一。随着市场竞争的日趋激烈,用户对所需产品提出了更高的技术和更合理的性能价格比的要求。交流伺服系统以其出色的性能完成了对产品的加工过程、加工工艺和综合性能的改造,在工业领域中得到了日益广泛的应用。
二、技术进步造就效率和节省
自2003年,时光科技有限公司推出了全数字交流异步伺服控制器系列产品,并成功应用到机床、油田机械、电梯、塑料机械、包装机械行业,为客户赢取了显著经济效益。在产品的推广过程中,我们深切体会到,企业效益升级的本源来自于其自身产品技术含量的提升。时光公司产品具有交流化、数字化、集成化和智能化的技术内涵,为用户产品提高了技术含量,并充分提高了客户产品的生产效率、系统传动效率和原材料使用效率,带来了对产品安装、调试、维护的节省,以及最终用户能耗成本支出的节省。
三、封切机控制系统方案
(一)改造要点
1、替代原装进口的触摸屏显示,采用液晶屏作为上位监控部分进行实时监测显示和数据输入操作,简单实用;
2、控制核心部分采用本公司0.75KW伺服控制器配0.75KW电机(根据客户需要以及工料的需要,也可以选用1.1 KW伺服控制器配1.1KW电机。注:此项目书以0.75KW控制器为例)。
3、由于本公司伺服控制器具有PLC功能:输入输出接口、422/485通讯,无需外加上位机便可自成系统,可以直接替代原有进口伺服控制器PLC构成的系统,避免了外加PLC带来的成本和资源的浪费。利用随机提供的开发平台——QMCL语言,灵活、方便地开发用户控制程序,满足客户提出的额外的技术要求。保留位置检测开关、光电检测开关等配合控制器动作。
(二)系统选型及配置

(三)改造方案
1.设计原理
通过上位监控系统对切袋机的工作过程进行监控,同时对一些参数实时进行修改。并且在不同的工艺过程中,分别能够进行系统修正及误差累计等工作。
2.现场调试切袋机切白袋的动作调试过程及完成功能
A、系统上电后,在停止状态下进行参数设定
B、停止状态下可进行伺服锁定及解除
C、任何状态下可对电机上下电,下电时切刀继续动作送料停止
D、系统启动后及系统暂停状态可以手动送料前进 / 后退
E、实时显示切袋速度(单位:个 / 分钟)、批量、切袋个数等
F、切袋过程中自动计数(设定批量到自动回零;总数累计必须手动清零)
G、切白袋按要求自动进行袋长自动修正
H、运行过程中计数/停止计数选择
I、停止功能,在切刀自动停在高位时立即停止送料
精度测试:分别设定袋长7mm、10mm、20mm、30mm、50mm、100mm、200mm、434mm、500mm、600mm,检测精度如下:
200mm以下精度达到0.1mm;200mm以上精度在0.5mm以内。
切袋机追色的动作调试过程
A、系统上电后,在停止状态下进行参数设定
B、系统上电后,在任何状态下均可进行伺服锁定及解除
C、任何状态下可对电机上下电,下电时切刀继续动作送料停止
D、系统启动后及系统暂停状态可以手动送料前进 / 后退
E、实时显示切袋速度(单位:个 / 分钟)、批量、切袋个数等
F、切袋过程中自动计数(设定批量到自动回零;总数累计必须手动清零)
G、追色过程中可以进行误差累计(当误差累计值达到设定的误差计数值时,切袋机发出变频器停止信号,并停机报警液晶显示报警画面)
H、行过程中计数/停止计数选择
I、止功能,在切刀自动停在高位时立即停止送料
精度测试:试切434mm印刷袋,精度达到0.1mm
本公司伺服控制器与三菱PLC的连接:三菱PLC是输出+24V单脉冲列和符号位低电平有效的上位控制单元,无需外加模块就可以实现方便连接。按执行单元位置控制方式进行参数设置,利用本伺服控制器电子齿轮,设定电子磁轮比使得PLC输出最高频率100K时对应控制电机转速为3000转/分。
五、结论
本公司伺服控制器基于可以直接替代变频器并构成PLC基本单元的特点,利用随机提供的开发平台——QMCL语言,灵活、方便地开发用户控制程序。此项目的工作内容主要是协调封切机各个工作部分的配合动作以及切袋精度。从项目实施的结果看,我公司的伺服控制系统所有技术指标全部达到了客户要求,完全可以取代现有的进口PLC及伺服执行单元,在为客户降低生产成本的同时,使客户产品的技术含量得到提升。

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号