



.jpg)



当前位置:首页»企业

- 企业简介
-
北京和利时智能技术有限公司致力于为离散制造业和采矿业提供智能工厂及智能装备的自动化、信息化和智能化整体解决方案。公司核心产品为大中小型系列可编程控制器(PLC)、运动控制器(Motion Controller)以及SCADA大型综合监控系统和MES生产执行系统,为客户提供从装置、产线、车间至全厂的自动化和信息化整体解决方案,服务于企业建设、运营和维护全生命周期。
- 公司类型:供应商
- 联系方式
-
- 北京和利时智能技术有限公司
- 地址:北京经济技术开发区地盛中路2号院
- 邮编:100176
- 电话:010-5898 1588
- 传真:5898 1558
- 网址:http://www.hollysys.cn
- Email:PLC@hollysys.com
- 联系人:
- 案例详细
-
标题 LK在玻璃纤维池窑拉丝中的解决方案 技术领域 PLC&PAC 行业 包装 简介 内容

玻璃棉生产线由窑炉、成纤、固化炉及冷线成型等系统构成。整个生产工艺过程较为复杂。同时,因使用液化气和重油作为燃料,对安全的要求特别高,所以生产线对自动控制系统有很高的要求。基于和利时公司HOLLiAS LK系列可编程控制器(PLC)的玻璃纤维自动控制系统,采用冗余结构,能够满足安全性要求,其模拟量输入输出模块和成熟的PID处理功能能够充分满足监测、控制和管理需求,为玻璃制造行业提供了高性能、高可靠性、经济的解决方案。
工艺简介
玻璃纤维池窑拉丝是在坩埚法拉丝的基础上发展起来的,多种原材料按不同比例混合均匀送入池窑熔化成玻璃液,玻璃液经过澄清,降温后流入支路上的铂铑合金漏板。漏板上布满了100~4000个的小孔,玻璃被拉丝机从这些小孔中拉出,即成玻璃纤维。
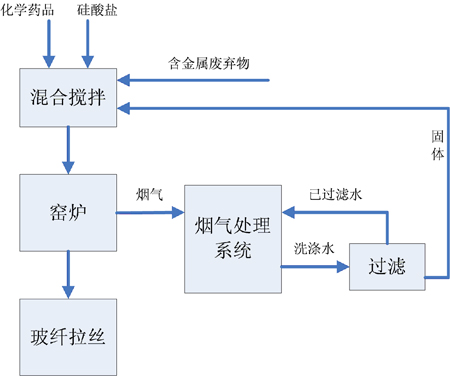
玻璃原料的熔化工艺有多种,如坩埚熔化,池窑熔化、波歇炉熔化。国际主流工艺为池窑熔化。熔化部分的热源,一般使用重油或天然气,助燃风为空气和纯氧。电助熔作辅助加热手段,可提高池窑产量。
节能方面,使用纯氧助燃,可减少废气带走的热量达40%,另外,它也能大幅度的减少NOx的排放。目前多使用金属换热器和余热锅炉来回收热量。
系统设计
整个控制系统划分为配料、池窑熔化和纤维成形三个分控站。控制对象有阀门、变频器、电机等设备。监控中心两台操作员站计算机配置为冗余系统,通过冗余的环形工业光纤以太网络与三个系统子站相连,通讯速率可以达到100Mbps。系统分控站与现场I/O分站通过冗余的PROFIBUS-DP现场总线网络进行通讯连接,使系统成为一个有机的统一体。
1.监控中心
位于中央控制室内,由监控计算机、以太网交换机、打印机、不间断电源(UPS)等设备组成,三台监控计算机其中一台作为工程师站,另外两台配置为冗余的操作员站,互为热备。
2.系统分控站
系统分控站是整个系统的控制核心,完成全部的逻辑运算、数学运算、数据采集、设备控制、系统通讯等功能。系统采用冗余的结构配置,包括电源冗余、CPU冗余、通讯网络冗余,其中任何一个环节出现故障都不会造成系统的停机,最大限度地满足系统稳定、连续运行的需要。
3.I/O子站
借助和利时HOLLiAS LK大型PLC强大的PROFIBUS-DP现场总线网络,现场I/O子站可以分布在不同的区域。I/O子站主要包括I/O控制机柜、通讯接口模块、各种I/O模块等。I/O子站不负责数据处理、逻辑运算等功能,只负责现场的数据采集、信号接口等,并将采集到的数据通过PROFIBUS-DP现场总线网络传送给各自的系统分控站,并负责接收来自系统分控站的设备指令,完成对设备的操作功能。
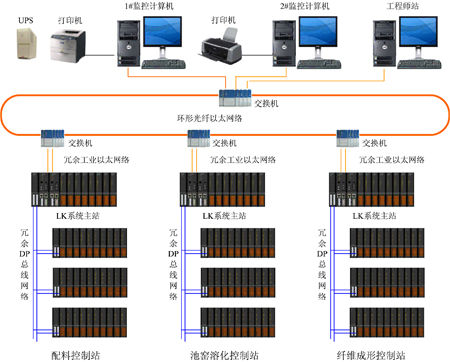
图1 系统网络结构图
工艺流程控制
池窑拉丝的自动控制,从工艺角度看,分布在4个工段:配合料、池窑、通道、漏板。下面从这四个工段分别介绍。
1.配合料部分
对物料进行称重,精度可达0.1%。
控制配料过程的顺序及时序。
2.熔化部分
控制目标为稳定池窑的热工参数。主要控制参数为:
池窑火焰的空间压力(窑压)回路控制
池窑火焰的空间温度(窑温)控制
玻璃液位控制
3.通路和漏板部分

通过控制石油液化气LPG的调节阀,将玻璃液保持在成形所需要的温度上。
控制拉丝机的运动,将玻璃纤维从漏板中拉出。
4.其他控制
逻辑控制:主要包括设备的启停、报警联锁,各PID的切手动及输出回零,池窑给料机小料仓料位等。
模拟量控制:燃油加热,助燃风放空流量,燃油的雾化风比值控制。
统计:各拉丝机的满筒、总筒数、满筒率等,燃料消耗。
5.控制指标

单元窑火焰空间温度 ±3℃
通路玻璃液温度 ±1℃
漏板温度 ±0.5℃
玻璃液面 ±0.3mm
熔化部压力 ±2.0Pa
系统特点
1.顺序控制与过程控制相结合
水泥生产工艺设备复杂,既包括设备的启停、报警联锁,池窑给料机小料仓料位等控制,又具有燃油加热、助燃风放空流量、燃油的雾化风比值控制等模拟量控制。LK大型PLC充分融合了PLC和DCS的特点,完全能满足顺序控制和过程控制的要求。相比DCS系统,具有更高的性价比。
2.模拟量处理精度高
玻璃纤维生产所用燃料是液化气和重油,必须严格控制燃料和助燃风的混合比例,任何比例失调都会造成工艺状况的不稳定,甚至会有爆炸的危险,所以系统对模拟量的输入输出,自控回路的精度都要求很高。LK大型PLC模拟量输入输出可达16位,精度为0.2%,同时系统集成了优化的回路控制算法,完全满足系统的控制需求。
3.系统安全性高
玻璃棉生产兼有连续生产和批次生产的特点:窑炉生产(玻璃液烧熔)是一个连续、不可间断的过程,任何过程的中断都有可能造成不可预测的后果和损失,所以系统对控制的可靠性要求很高。以LK大型PLC为主的控制系统具有防止误操作、报警功能、逻辑联锁功能,保证了系统的安全可靠运行。

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号