



.jpg)



当前位置:首页»企业

- 企业简介
-
工业自动化与驱动技术集团(IA&DT)是西门子股份公司中最大的集团之一,是西门子工业领域的重要组成部分。IA&DT是西门子在华业务的支柱,在制造自动化、过程自动化及楼宇电气安装领域提供创新、可信赖和高质量的产品、系统、应用和服务。我们致力于服务中国市场和客户,并且有信心通过我们最大的努力为客户提供最好的服务。
- 公司类型:供应商
- 联系方式
-
- 全新西门子工业业务领域中文网站发布
- 地址:北京市朝阳区望京中环南路7号
- 邮编:100102
- 电话:010-64763750
- 传真:010-64764915
- 网址:http://www.ad.siemens.com.cn/
- Email:boru.zhu@siemens.com
- 联系人:
- 案例详细
-
标题 基于PLC的全自动洗衣机控制系统 技术领域 PLC&PAC 行业 简介 内容 作者简介:赵迎春(1978-),女,硕士,讲师,从事电子技术、PLC等方面的教学和科研工作。
摘 要:探讨了如何利用德国西门子PLC S7-200进行全自动洗衣机控制,并对硬件和软件部分进行了分析和设计,并给出了系统硬件接线图、PLC控制I/O端口分配表以及系统程序流程图等等,实现了系统的灵活性、可靠性和运行稳定性。
关键词:PLC 全自动洗衣机 灵活性
Abstract: The paper introduces how to use SIEMENS PLC S7-200 to control the Complete Automation Washer , and it analyzes and designs the hardware and software of the system , and presents the hardware wiring diagram、the I/O port distribution chart and the procedure flow chart etc. and it realizes the system’s flexibility、reliability and operation stability.
Keywords: PLC Complete Automation Washer Flexibility
1 引言
随着科技日新月异,人民生活水平不断提高,消费者对家庭电器自动化的需求不断加大,其中全自动洗衣机占很重要的位置。目前,市场上销售的洗衣机品种繁多,更新换代快。从普通型到半自动到全自动,洗衣机自动化程度越来越高,操作越来越方便,容量越来越大。总体看来,高效节能、节水以及环保的全自动洗衣机一直在市场上占主导地位。本文介绍了PLC在全自动洗衣机控制系统中的应用,并从硬件和软件两方面进行了分析和研究。
2 控制系统要求
整个系统分为自动和手动两种控制状态。在自动状态下,整个过程分为进水、洗涤、排水、脱水四个环节。当按下启动按钮,进水电磁阀打开,当达到高水位时,停止进水。然后开始洗涤,电机正转10S,暂停2S,反转10S,暂停2S,循环5次。接下来排水,当达到低水位时,脱水10S并继续排水。再重复从进水到脱水两次大循环,进行两次清洗完毕后,报警5S,自动停机。在手动状态下,有手动排水按钮和手动脱水按钮。
在此控制系统中,PLC是控制核心,外部多种输入信号如启动按钮、高低水位检测等信号采样进来,经过PLC内部进行逻辑运算或数据处理后,提供多种输出信号来控制进水阀、出水阀动作,和控制电机驱动装置进而控制正反转和脱水运行。PLC用定时器记录正反转时间和脱水时间,用计数器记录正反转次数和脱水次数,可以很容易地更改PLC定时和计数参数,来满足不同的洗涤条件和要求。
3 系统硬件设计
根据全自动洗衣机的控制系统要求,我们采用了德国西门子PLC S7-200 CPU226型号,此类型PLC可以满足多种多样自动化控制的要求,它虽为小型机,但有些功能可与大中型PLC相媲美。S7-200具有很强大的指令系统,具有功能齐全的编程软件和界面友好的工业控制组态软件,同时它有多种功能模块,便于组网,有良好的扩展性。此外,低廉的价格,很高的性价比也是它被广泛应用的重要原因。
此系统I/O端口分配表如表1所示,PLC硬件接线图如图1所示。表1 I/O端口分配表
输入输出输入元件地址输出元件地址启动按钮SAI0.0进水电磁阀YV1Q0.0停止按钮SB1I0.1排水电磁阀YV2Q0.1高水位检测开关SHI0.2电机正转继电器KM1Q0.2低水位检测开关SLI0.3电机反转继电器KM2Q0.3手动排水按钮SB2I0.4脱水离合器YCQ0.4手动脱水按钮SB3I0.5蜂鸣器控制HAQ0.5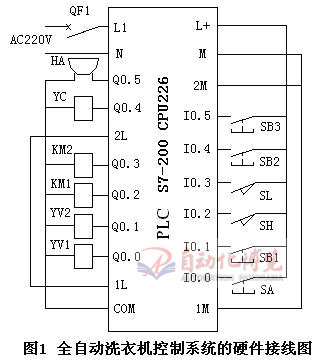 4 系统软件设计
4 系统软件设计
根据前面的全自动洗衣机的控制要求和I/O分配表分析可得PLC控制系统程序流程图,如图2所示。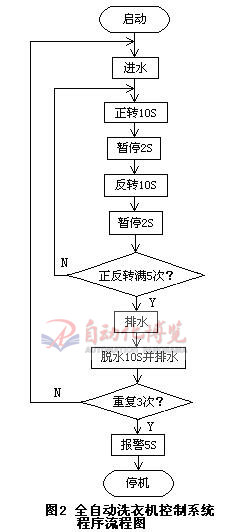
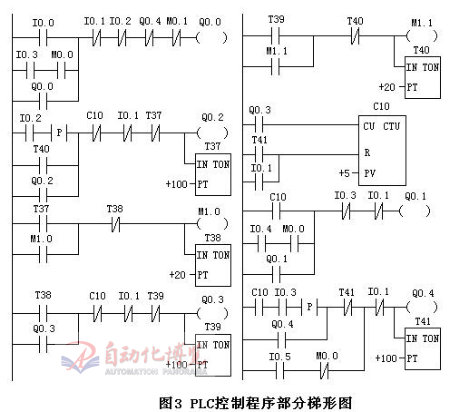
用PLC S7-200编写的控制程序部分梯形图如图3所示。
程序原理如下:当按下启动按钮I0.0,Q0.0得电,进水阀打开,开始注水,当高水位检测开关I0.2为ON,其常闭触点断开,Q0.0失电,停止进水。同时I0.2常开触点闭合,Q0.2得电,电动机正转,定时器T37开始计时,10S后T37置1,T37常闭触点断开,Q0.2失电,电动机停止正转,同时T37常开触点闭合,通用辅助继电器M1.0得电并自锁,T38计时,2S后T38置1,T38常闭触点断开,M1.0失电,T38常开触点闭合,Q0.3得电,电动机反转,T39开始计时,10S后T39置1,T39常闭触点断开,Q0.3失电,电动机停止反转,同时T39常开触点闭合,M1.1得电并自锁,T40计时,2S后T40置1,T40常闭触点断开,M1.1失电,T40常开触点闭合,Q0.2得电,电动机又开始正转。每次Q0.3失电,计数器C10计数1次,当Q0.3失电5次,也就是电动机正反转运行满5次后,C10计数满置1,C10常开触点闭合,Q0.1得电,排水电磁阀打开,当低水位检测开关I0.3为ON,其常开触点闭合,Q0.4得电,脱水电机运转并继续排水,同时T41计时,10S后,计时满,T41置1,其常闭触点断开,Q0.4失电,脱水完毕。用C11计录脱水的次数,当计满3次后,蜂鸣器Q0.5得电,开始报警,同时T42计时,5S后,计时满,T42置1,其常闭触点断开,Q0.5 失电,停止报警。以上是洗衣机的自动控制过程。
 5 结束语
5 结束语
该系统采用PLC S7-200为控制核心,实现自动控制和手动控制,硬件接线简单,软件开发周期短,具有工作可靠性高,操作方便,体积小、功耗低等特点,达到良好的经济效果。
参考文献:
[1]邓则名.电器与可编程控制器应用技术[M].机械工业出版社,2002.6
[2]张万忠.可编程控制器应用技术[M].化学工业出版社,2002.2
[3]廖常初.可编程控制器应用技术[M].重庆大学出版社,2002.3
[4]李道霖.电气控制与PLC原理及应用[M].电子工业出版社,2006.7

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号