



.jpg)



当前位置:首页»企业

- 企业简介
-
作为中国自动化领域的权威旗舰网络媒体,控制网创立于1999年7月,是中国举行的第十四届IFAC (International Federation of Automatic Control)大会的中国官方组织机构的唯一指定网站。控制网是中国自动化学会专家咨询工作 委员会(ECC)的秘书处常设之地。是北京自控在线文化传播有限公司开设的网站。
- 公司类型:其他
- 联系方式
-
- 控制网
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116291 / 59813326
- 传真:010-59813329
- 网址:http://www.kongzhi.net
- Email:mahongliang@kongzhi.net
- 联系人:市场部
- 案例详细
-
标题 高精度力学控制在大H型钢TCS中的实现 技术领域 自动化软件 行业 冶金 简介 内容 
赵 琳(1981-)
男,山东莱芜人,工程师,学士学位,主要研究方向为自动化控制。
摘 要:本文以莱钢大型H型钢TCS自控系统为例,详细论述了AGC和HGC的控制原理,为类似轧机的高精度力学控制系统的精确控制提供了借鉴的依据。
关键词:TCS;AGC;HGCAbstract: In this paper, taking the large h-beam TCS conveying control system as an example, we discusse the control principle of AGC and HGC for similar mill high-precision mechanical control system and provide the reference for the precise mechanical control of the mill machine.
Key words: TCS; AGC; HGC
1 前言
莱钢大型H型钢生产线是全国最大的三条大H型钢生产线之一,精轧机组是该生产线上的主要控制设备之一,其计算机控制系统 主要由TCS系统控制完成。
TCS系统为大H型生产线核心系统,是一套高精度力学控制系统。该系统控制功能复杂,故障率居高不下。为了降低系统故障率,提高控制精度, 对TCS系统进行了改造。优化了AGC的油膜补偿、轧机刚性补偿等的模糊逻辑控制,提高了系统的控制精度。
2 系统功能概述
TCS系统采用分级控制方式,主要分为三个主要部分:UR、E、UF,三大部分基本独立工作,与产出的成材直接挂钩,TCS现行的控制系统从程序上主要分为全局控制系统TMAC,这一级的控制在级别上为最高,下级又分为UR-Stac、E-Stac、UF-Stac等几个模块。在程序中各个资源控制用各种不同的标志来区别,每个子系统由一个资源代码ID进行唯一的标识。产生的每个状态或事故报警均带有资源代码ID,这样在信息和产生信息系统之间的分配是唯一的。
在实际控制中分为HGC控制方式和AGC控制方式,HGC控制方式为静态轧制模式,AGC控制方式为动态模式。
TCS的程序控制由分单元组成,宏观单元的控制可以进入到下一层控制。这在原理上与一般控制方式不同。每个控制单元的关系如图1所示。
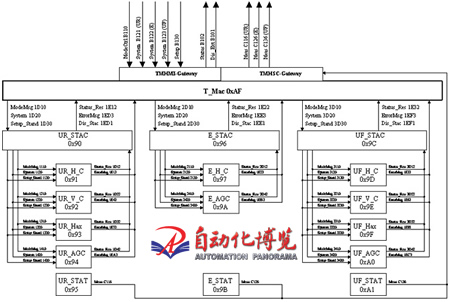
图1 程序功能示意图
在系统中每个控制单元可以独立运行,从逻辑上受控于TMAC,TMAC为最高级控制,负责全面的通讯及下级的模式。在结构上主要分为下列几个部分:
· 实时处理,一个周期为3毫秒,在这个任务中任何中断不能实现,每个周期的运行都要被严格的执行。各种模拟量信号的读入与输出都在这里被实现。
· EventT,事件控制器任务。在这个任务中,各种外部触发因素都会在这里被接收,并提交。
· StaT,状态机器。主要控制逻辑与技术参数,等价与其它程序中的顺控。
· TimerT,时间间隔控制器。在这里所有的时间同步控制与计算都在这个回路里被执行。
3 控制实现
3.1 油膜厚度补偿控制原理
大H型钢精轧机使用的是油膜轴承。当轧辊转速升高时,油膜厚度变厚;转速降低时,油膜厚度变薄。轧辊转速变化将直接影响油膜轴承的油膜厚度,进而引起型钢成材厚度的波动,产生厚度公差,使型钢尺寸的精度降低。为了满足用户的要求,需要进行油膜厚度补偿。
油膜厚度Qf与轧辊转速n和轧制力P的关系式为: Qf=
式中, 为轧辊转速与轧制力之比的函数,
为轧辊转速与轧制力之比的函数, 为一未知常数。转速可以通过主传动给出的运行反馈速度获得,压力可以通过TCS系统安装在现场的压力传感器获得,这些数据的获取都是比较容易的。但是检测仪器无法进入轴承内部对油膜厚度进行直接测量。所以,油膜厚度只能通过校准(或者称为压靠)的方法间接得出。
为一未知常数。转速可以通过主传动给出的运行反馈速度获得,压力可以通过TCS系统安装在现场的压力传感器获得,这些数据的获取都是比较容易的。但是检测仪器无法进入轴承内部对油膜厚度进行直接测量。所以,油膜厚度只能通过校准(或者称为压靠)的方法间接得出。
受油膜厚度变化影响的型钢厚度h计算公式为:h=G+f(P)-Of (2)
式中,G为辊缝值,f(P)为对应的轧机弹跳。
当校准时,轧机内没有钢,h=0,故由公式(2)得:G= Of - f(P) (3)
在轧制过程中,当轧辊以两种不同的转速转动时,轧制力为P,由公式(3)得:
G1=Of1- f(P) (4)
G2=Of2- f(P) (5)
由式(4)(5)得,G1-G2=Of1-Of2 (6)
由以上推导可见,轧制力相同、轧辊转速不同时,轧机弹跳f(P)相同,油膜厚度O的变化等于辊缝值的变化。将零辊缝条件下的油膜厚度值定为相对油膜厚度零点值Of0 。当式(4)是在零辊缝条件下,式(5)是压力为P0、而转速为任意值时根据式(6)可以求出其相对油膜厚度。又从式(1)可知,只要在n/P=n0/P0 条件下,其油膜厚度值必定等于相对油膜厚度的零点值Of0。这样就可以确定在其他压力下的相对油膜厚度值的参考零点,从而可以确定不同轧制力、不同转速下的相对油膜厚度值。
3.2 高精度力学控制系统基于油膜厚度补偿的辊缝调节量计算
轧机校准完成以后,在轧制过程中,TCS系统可以从操作人员设定的轧制程序表得到每个道次的辊缝设定值。然后根据辊缝设定值和校准得出的油膜厚度补偿值进行实际辊缝的设定。受油膜厚度变化影响的型钢厚度计算公式可以表示为:
h=G+ - Of (7)式中,MP为轧机刚度系数。
- Of (7)式中,MP为轧机刚度系数。
对式(7)两边取增量式得到,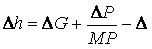 Of (8)
Of (8)
又由于W=- ,则
,则  (9)
(9)
式中,W为轧件塑性系数。将式(9)代入式(8)中得到: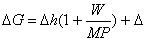 Of (10)
Of (10)
欲使 h=0,可得到油膜厚度变化所需要的辊缝调节量为:G Of=Of (11)
h=0,可得到油膜厚度变化所需要的辊缝调节量为:G Of=Of (11)
为了提高补偿精度的可靠性,TCS系统中按照下式修正辊缝补偿量:G Of=A?Of (12)
式中,A为加权系数,在0.5~1之间取值。
根据式(12)和操作人员设定的每个道次的辊缝值,通过校准过程中计算出的油膜厚度补偿量,TCS系统可以精确控制型钢各尺寸的厚度变化,保证高精度的产品尺寸和质量控制。
3.3 加减速厚度补偿控制
当轧制速度变化时,轧辊和型钢之间的摩擦系数、变形抗力和轴承油膜厚度都会发生变化,从而影响轧制力和压下量。为了减小速度变化对产品尺寸的影响,当速度大于低速基准V 时,在设定速度增减时对辊缝做出相应调节。
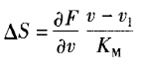 (13)
(13)
式中, 为速度变化(v)对轧制力(F)的影响系数。
为速度变化(v)对轧制力(F)的影响系数。
3.4 AGC和HGC的功能原理
TCS系统是一个高精度力学控制系统。首先由获得的轧辊数据(如辊径、辊宽、垫片厚度等)进行校准;得出整个机架(包括轧辊形变、垫片等)的拉伸曲线;再由AGC(Automatic Gauge Control)自动厚度控制系统根据轧制表中的辊缝值和轧制力,结合拉伸曲线,自动计算出新的辊缝值;最后由HGC(Hydraulic Gap Control)液压辊缝控制系统根据得出的新辊缝数值,通过液压缸行程来完成新辊缝设置。
TCS控制的核心为AGC控制,是在HGC的基础上完善而来的。AGC是一种闭环控制,HGC是一种普通的控制方式,没有动态补偿,是一种静态的轧钢模式,对于精度要求较高的系统来说,这种模式达不到要求。AGC模式是一种动态补偿模式。
AGC系统被广泛地应用于热轧生产线中。主要原因是在热轧过程中,轧件非常容易发生形变。形变量的不同因不同的钢种与不同的轧机而不同。所以要真正达到设定值的要求必须要用到AGC系统。要想达到精确控制,TCS系统在轧钢之前要先校准轧机。TCS的校准比较复杂。每一步都要依靠事先做好的状态表来转换,如mac的状态表。
校准的过程主要也是记录弹性形变的过程,可以设定10个不同的记录点来记录机架的形变量。
在实际轧钢过程中,温度与现场轧制力均要考虑在内,温度与型钢的腹板宽度有关,并可以用一个指数公式来表达:
d=(delta_max-D)(1-e*TW/delta1) (14)
D 为一个初始值,由公式(14)得出: D=d1(d1-delta_min)(1-e*TW/delta1)
在HGC中的辊缝设定主要有下列公式:
C_diff=HSOLL|HIST+MON|
C_diff=控制偏差
HSOLL=设定值
HIST=机架间距离值
MONI=设定偏差补偿量。
在这个控制模式中控制偏差提前被计算出来,并在实际调整过程中被应用到实际的辊缝中去。
这种模式的缺点就是没有办法能够使产口保证到一定的尺寸,误差不能控制,所以采用MMC方式,即AGC模式。
MMC(MILL MODULUS CONTROL)机架系数控制,即机架弹性形变控制。在MMC方式中程序控制原理如下公式:
Delta_H=delta_S+a*F/M
Delta_S2=delta_S-(G*(M+Q)/M)*Delta_H
其中,Delta_S为辊缝变化量;Delta_F为轧制力变化量;a为系数;Delta_H为定尺偏差;Delta_S为位置设定;M为机架弹性;Q为钢的弹性。
通过上述公式,可以计算出由校准得出的机架形变量在实际轧制过程中的应用,所以可以控制现场伺服的输出,以实现精确控制。
4 结论
该项目自投入使用以来,控制精度大大提高,故障时间明显降低,取得了良好的效果,为公司带来了可观的经济效益和社会效益。参考文献:
[1] 彭剑.非对称交叉轧制研究[D].北京:清华大学,1990。
[2] 卢秉林.轧辊非对称交叉控制板形的技术[J].轧钢,1994 专辑:356~365。
[3] 卢秉林.轧辊非对称交叉轧制交叉角控制模型[J].钢铁,1996,31(2):30~33。
[4] 赵元国.轧钢生产机械设备操作与自动化控制技术实用手册[M].北京:中国科技文化出版社,2005.
转自《自动化博览》

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号