



.jpg)



当前位置:首页»企业

- 企业简介
-
西门子自动化与驱动集团(A&D)是西门子股份公司中最大的集团之一,是西门子工业领域的重要组成部分。作为自动化和驱动领域的世界先驱,A&D 目前拥有 70,500 多名雇员,遍布 193 个国家,在2005/06财政年度(截止到2006年9月30日)销售业绩高达128亿欧元, 接受订单达141亿欧元。我们始终致力于给您带来新理念和新技术,为您在全世界,特别是在中国的发展助一臂之力。
- 公司类型:供应商
- 联系方式
-
- 西门子自动化与驱动集团自动化系统部
- 地址:北京市朝阳区望京中环南路7号邮政信箱: 8543
- 邮编:100102
- 电话:010-64768888
- 传真:010-64764915
- 网址:http://www.ad.siemens.com.cn/
- Email:adweb@siemens.com
- 联系人:
- 案例详细
-
标题 PROFIenergy V1.0——节能增效的新标准解决方案 技术领域 运动控制 行业 节能环保 简介 本文简要介绍了当前欧洲盛行的节能增效新技术—PROFIenergy。应用PROFIenergy可以关闭在生产间歇中不需要的耗电器,从而使企业生产既简单又可靠地进入优化的节能状态。 内容 
个人简介:惠敦炎 1956年毕业于河北工学院机械制造专业,先后在机械部仪表局,(电工局)和机械研究院从事仪器仪表与自动化研究,现任西门子(中国)公司自动化与驱动集团自动化系统部高级顾问、TC124委员。近年来主要从事推动中国方面与西门子的合作,将西门子的先进技术转化为中国标准的工作。
摘要: 本文简要介绍了当前欧洲盛行的节能增效新技术—PROFIenergy。应用PROFIenergy可以关闭在生产间歇中不需要的耗电器,从而使企业生产既简单又可靠地进入优化的节能状态。
关键词: PROFIBUS;PROFINET; PROFIenergy;Energy-Management;energy efficiency
PROFIBUS已经走过了20年的光辉历程,其节点数多达3000万以上,成为全球领先的现场总线系统。与其相关的创新技术—PROFINET(节点超过200万)、PROFIsafe(节点接近100万)也正在同步迅速地发展。
当今的国际社会在标准化与法规方面日益将环保与能效管理列为世人关注的焦点。工业的目标应瞄准节约能源,大力减少CO2 排量。在生产环境中,节能减排,降低成本,以确保可持续的竞争优势,乃是重中之重。
1 PROFIenergy概述
以PROFINET机制为基础的PROFIenergy V1.0,是PI(PROFIBUS&PROFINET International国际组织)根据德国汽车制造商自动化倡议团体(AIDA,其主要会员有:奥迪、宝马、戴姆勒、大众以及波士等公司)关于实施“能源管理”的战略,组织了14个PI会员和大学研究所的科研力量,仅花了九个月的时间于2009年初推出的一部新行规。PROFIenergy V1.0通过珍惜处理有价值的资源将对环保作出积极的贡献。
PROFIenergy 行规打开了通往实现“积极的能源管理”之路。自动化设备制造商可以从接口做起;机械设备制造商和生产设备的用户可以提出将PROFIenergy融入生产实践中的各种方案。行规的基础是应用案例(Use-Cases),以下简要介绍几个典型的案例。
PROFIenergy的中心任务是在间歇时间里关闭所有不需要的耗电器。因此,它能增强节能的潜力。根据生产设备周围的环境,对设备的间歇提出不同的要求,因为任何间歇都有它特定的性质。
在短间歇(如15min早餐)中节能,应保证生产设备一旦结束间歇,就必须马上准备运行,因此,在节能和时间上都力求实现优化。举例来说,驾驶汽车是大家非常熟悉的事情,当你驾车沿山坡下行时,因此刻无需发动机出力,汽车会自动中止喷油。当你行驶到平地上时,踩一下油门,此刻发动机猛然又开足马力。
在长间歇中,如夜间或周末,则情况有所不同。此时关闭设备以及在结束间歇时启动设备都需要更多的时间。在此时可以关闭比短间歇中更多的耗电器,此种间歇旨在最大限度地节能。而重新启动所需的时间并不重要,这里依然可以将它与一辆手动挂档汽车在遇到红色信号灯时的启一停自动化过程作比较。在此情形中,汽车发动机作为主要耗能器及其若干辅助设备统统被关掉。当信号灯正由黄色转为绿色时,这表明间歇结束,是该启动发动机和辅助设备的时候了,这时你踩动离合器并挂上一档或二档,便可以继续行驶了。
除此以外,还有第三种情况,即所谓意外间歇。例如,因生产设备出现故障或因物流堵塞所致。与上述情况不同的是,出现故障的时间点和长短均为未知数。为了达到最大限度的节能目的,必须能够从一种节能状态转入到另一种状态。如果在出现故障的情况下,确定故障的排除需要更长的时间,则必须尽可能地继续降低能耗,也就是要“重新启动”能源管理。
第四种应用案例十分重要,就是采集能耗测量数据。PROFIenergy采集数据的格式与数据传输均已实现了标准化。同汽车驾驶仪表盘上的计算机相似,PROFIenergy可以连续地采集生产设备当前的能耗,并把主要应用案例,如部分负载运转或负载峰值的避免都充分考虑到,且付诸实施。因此PROFIenergy为在运行期内实现积极的能源管理奠定了基础。
2 PROFIenergy指令:简单而实用
为了实现上述应用案例和满足由此而产生的要求,PROFIenergy提供了一组简单的指令供用户使用。指令组分为控制器接口指令和查询功能指令,如表1所示。
表1 PROFIenergy指令组
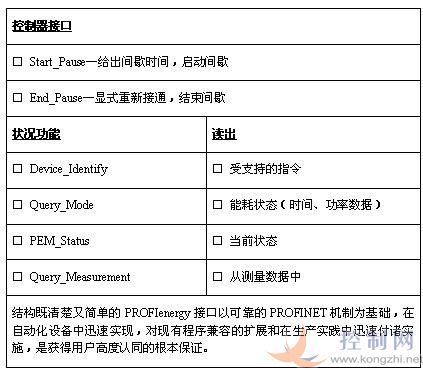
结构既清楚又简单的PROFIenergy接口以可靠的PROFINET机制为基础,在自动化设备中迅速实现,对现有程序兼容的扩展和在生产实践中迅速付诸实施,是获得用户高度认同的根本保证。
控制器接口仅包含两个指令:“Start_Pause”和“End_Pause”。在间歇开始时,用户仅从上位控制器将指令“Start_Pause”发往要关闭的设备,并将指令参数——间歇时间的长度一并交付。当要重新启动生产设备时,他将指令“End_Pause”发送给即将被接通的设备。这两个指令恰好反映了用户的想法。生产设备的操作者最清楚他在何时需要何种设备。他也最了解生产设备的负荷运转状况以及计划内安排的停机时间,例如两班制、三班制,及其时间段。他可以非常恰当地协调各个设备的关闭与重启。此外,他不必过虑是否需要将指令发往一个简单的IO-站点,一个驱动器或者一个复杂的机床。也就是说,他不需要掌握下端技术与工艺。

图2 控制器了解生产设备的工艺,PROFIenergy提供赋予设备的时间特性。这两者是协调关闭生产间歇中用不着的耗电器之基础
上述优化过程是由机器供应商为用户打造的。机器制造商掌握了相关的生产工艺(例如,切削、粘接或焊接),可以自行决定如何在间歇过程中最佳地利用可使用的时间。例如,可以在短间歇中关闭一个粘接机械手,而在长间歇中则不同,它必须考虑粘接剂会不会硬化,在间歇结束时要重新确认粘接质量不成问题,且不会生产出废品。为此,机器能够独自处理,无需设备操作者烦心。
3 PROFIenergy在实践中的例子
PROFIenergy的两个指令“Start_Pause”和“End_Pause”如何在生产实践中付诸实施,可用下面的例子来说明。
简易的生产设备主要由一个上位控制器组成,它控制着一个下位传送带和一个机械手。在传送器和机器手之间存在着一种技术依赖关系,这是由工艺过程所决定的;传送带必须在机械手之后的2min关闭,又必须在机械手之前2min启动。
PROFIenergy为传送带和机械手提供时间信息。传送带的关闭时间为1min,接通时间同样为1min。其次,设备在重新启动之前必须至少关闭2min。因此,最短间歇时间为4min。
用户通过将技术知识同针对各个设备的时间特性相结合,就可以确定停—启的顺序,并将其编制成程序。
由图3可见,间歇从12:00开始,此时,用户从上位控制器将指令“Start_Pause,45min”发送至机械手。机械手在3min之后停下来。此时的传送带还必须运行2min。也就是说,在12:05用户将相应的指令发送给传送带。后者在12:06进入停止状态。
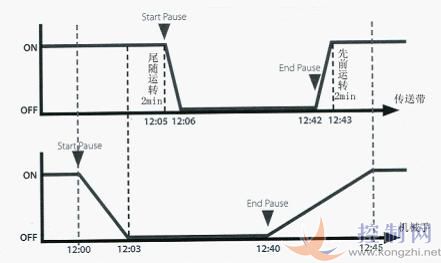
图3 PROFIenergy在实践中的例子:协调一台传送设备的启与停
在重启时,用户可以倒过来算。机械手最长的启动时间为5min。如果整个生产设备应当在12:45重启,那么指令“End_Pause”最迟必须在12:45到达机械手。因为传送带在生产开始之前2min,即12:43必须重新运行,而用户也知道传送带有1min的启动时间,他必须最迟在12:42将启动指令送达传送带。这个简单的例子表明,在了解了生产设备中的技术相互依赖关系并掌握了设备特定的知识之后,即使最复杂的依赖关系也能够使用PROFIenergy来进行协调和编程。因此,用户可以将其设备按照作业特点减速运转和停车,并在间歇结束后安全而可靠地重新启动。
图4以一台焊接机器人的运行曲线图为例,说明使用与不使用PROFIenergy的间歇中的能耗对比。
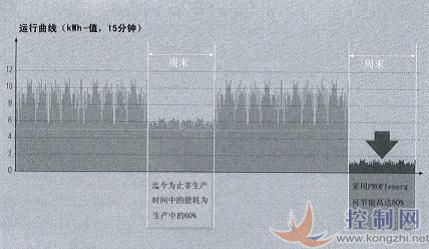
图4 用与不用PROFIenergy的能耗对比
图5所示为PROFIenergy指令按时顺序发送,以使所有设备在17:45全部进入准备运行状态。
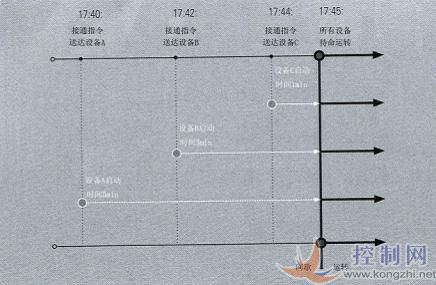
图5 PROFIenergy的指令按时控制设备的间歇与运转
图6所示为基于PROFINET,采用PROFIenergy的新型节能增效控制系统,可使间歇中的能耗降低80%。在该系统中关闭各耗电器不再需要外界硬件继电器触点的布缆接线。
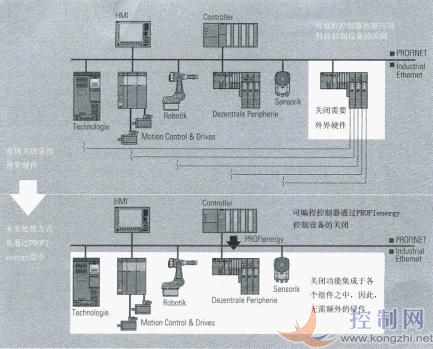
图6 采用PROFIenergy的新型节能增效控制系统
4 节能状态信息
如图1所示,PROFIenergy可以从设备中读出格式统一的能耗数据,如电功率。在运行中采集这些数据并在一台操作设备上加以显示。它保证的统一的格式与结构将这些测量数据(如变频器或电动机启动器)提供给用户进行下一步处理。
PROFIenergy对能流进行测量与显示的功能是企业在持续生产中实施积极的负荷与能源管理的基础。
PROFIenergy的状态功能涉及一些重要的指令(图1)。指令“Device-Identify”使用户可以读出支持某个设备的所有指令。例如,一台测量设备不会被强制地支持指令“Start-Pause”和“End-Pause”,而仅支持指令“Query-Measurement”。用户借助指令“Query-Mode”可读出时间信息和能耗信息。在复杂的生产设备中,例如机床和机器人,可以想象得出,这类设备根据间歇时间的长短,而处于不同的节能状态。其中任何一种状态都可以用关闭时间、接通时间以及最短逗留时间加以描述。对于用户而言,关闭与启动设备所需的能耗同样是关系重大的。有时候让设备在间歇时间继续运行,也不无道理,因为关闭和启动往往需要更多的能量。
指令“PEM-Status”(生产能源管理)包含了与“Query-Mode”一样的信息,但只是针对机器的眼前状态。它也精确地包含了某个状态的当前实际值。
至于最后一条指令“Query-Measurement”,它可以使用户首先读出受支持的测量值目录。然后 ,他可以从中获取单一或多个测量值。这就有可能使用户在其程序中定义所谓“View”,其目的在于将变量访问次数降低至最小,以使针对各个设备组的观测方法一致。
5 结束语
自动化设备制造商和生产设备制造商应用PROFIenergy可以将节能方案迅速、有效地在其产品中付诸实施。对现有的程序库和工厂标准的兼容性是有保证的。PROFIenergy是以PROFINET机制为基础,将其引用到各类设备之中,也是顺理成章的事。而研发费用同产生的巨大经济效益相比,是非常划算的。
从2010年4月德国汉诺威博览会上获悉,西门子和其它一些PI会员公司已经将应用PROFIenergy的首批产品推向了市场,并在汽车和机器制造业中的应用大获成功。
在国内,尤其在2010上海世博会上,PROFIenergy已经引起了广大业内人士和用户的极大兴趣和关注。笔者认为,在适当时机将PROFIenergy行规V1.0引入中国标准化体系是非常必要的和有益的,这将为促进和规范PROFIenergy这一先进技术在中国的推广和应用创造良好的条件。
可以预见,将有一大批应用PROFIenergy的生产设备在欧洲、中国乃至世界各地陆续投入运行。
参考文献:
[1]www.profibus.com
[2]www.profinet.com
[3]PNO:PROFIenergy Energiekosten senken,einfach and herstellerunabhaengig,Mai 2010.
[4]Nobert Brousek:RPOFIenergy in der Praxis, mpa 1/2-2010.

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号