



.jpg)



当前位置:首页»企业
.png)
- 企业简介
-
《自动化博览》立足于整个中国自动化产业,加强报道国家政府及相关部门针对自动化行业的政策、专项及相关发展规划。促进行业交流、引领产业发展,《自动化博览》立志于成为中国自动化领域中集实用技术与权威信息为一体的专业传媒。
- 公司类型:其他
- 联系方式
-
- 《自动化博览》
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116290
- 传真:59813329
- 网址:http://www.kongzhi.net
- Email:bjb@kongzhi.net
- 联系人:市场部
- 案例详细
-
标题 多功能自动汽车零部件检测与识别系统开发 技术领域 机器视觉 行业 汽车 简介 内容 (广州明珞汽车装备有限公司,广东 广州510800)贺毅
摘要:本文开发了一种序列号规格检测识别设备,成功将机器视觉和激光检测等前沿科技导入实际应用,设计编写了基于Microsoft Visual Basic 6.0(VB6.0)的上位机数据采集存储软件,提供了一种VB6.0与通用PLC的通讯驱动程序编写方法。
Abstract:This paper developed a kind of serials number standard detection and identification system, make the most advanced technology such as machine vision and laser detection in application successfully, designed a data collection software system based on VB6.0, provided a driver solution between VB6.0 and general PLC.
关键词:机器视觉,激光检测,VB6.0,PLC
Key wordS:Machine Vision,Laser Detection,VB6.0,PLC
1 引言
打刻序列号已经成为各种设施系统的一项基本防伪措施,有效清晰的序列号能成为设施设备出厂后的追踪提供极其重要的线索。如可以依据每台手机出厂前印刷在电路板上的序列号及内置于手机软件内部的序列号判别其真伪;汽车发动机序列号可以追踪到此车的出厂日期,使用年限及入货渠道等重要信息;商场更是使用商品的唯一序列号进行收银出货及防盗防损。
然而,各式各样的序列号,怎样才能保证其唯一性及高防伪性已经成为工程界急需解决的技术难题。多年来,人们从最初的肉眼识别发展到今天的精密计算机技术。防伪和造假技术也在此长期不断的博弈中成长。
序列号的打印分为多种形式:有平面印刷形式的,有金属点状打刻形式,有金属表面字符打刻形式等等。本系统是运用机器视觉系统,激光扫描系统,高精度伺服系统配合工业高可靠CPU对汽车驾驶室前端的仪表盘上打刻的字符型序列号进行规范化检测的实时高精度仪器。它同时是一台智能的合车一致性判别仪器和高精度动作控制中心。伺服定位电气精度达到2u,视觉判别准确率达到100ppm以上,深度检测传感器精度在0.01mm以上。可以准确判断打刻字符,避免打错,漏打,打歪,打偏及缺笔少划等错误;在高精度深度传感器的保证下能实时检测打刻各个字符的深度,保证每个字符的深度均在0.30-0.50mm之间。这样的措施能保障打刻的序列号具有高度一致性并具有很强的防伪效果。
2 系统结构
系统硬件部分由机器视觉、激光深度检测、伺服定位、PLC控制器组成。
软件部分包括PLC控制逻辑程序,上位机数据采集存储等。其中PLC网络拓补结构采用国际标准的DEVICE NET网络与serial communication网络相结合的通信架构,配合专用通信模块组合而成。如图1所示。
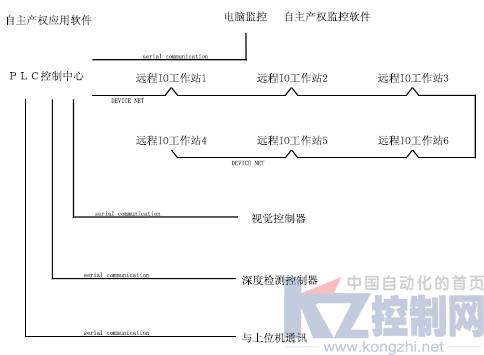
图1 PLC网络拓补结构图
3 系统功能设计
本系统作为序列号检测唯一标准设备,检测序列号产生设备加工符合性。第一步:上料,序列号加工完成后由推拉气缸直接将工件送入本系统检测支架;第二步:视觉检测,视觉系统通过摄像头获取序列号特征值,并通过比对计算出序列号各个字符与标准字符的相似百分数,达到预先设定阀值即判断OK;第三步:激光深度检测,伺服驱动检测激光发射器对所有序列号字符进行逐个扫描并实时传输到激光控制运算器,通过捕捉凸凹点边缘差值的方法,控制器运算出各个字符的打刻深度并实时传输到PLC内存;第四步:PLC综合判断结果输出。其中视觉检测时间一般不会超过1s,激光深度检测时间根据检测字符个数长短不一,一般可保证在0.5s/字符。本系统检测19个字符,整体检测周期为11s。具体功能流程如图2所示:

3.1 视觉检测
本系统硬件采用OMRON FZ-350视觉控制器、两台专用视觉相机及外置康耐视平行高亮度LED光源组成。当工件达到检测位置后,PLC驱动视觉系统进行视觉拍照,视觉控制器实时获取拍照信息进行运算处理,并通过与内部预存图片的比对,得出检测序列的标准ASCII码字符及相似度并输出供PLC判断处理。PLC获取检测到的序列ASCII码字符后与上位机标准字符序列进行对比并根据相似度高低判断该打刻序列号的OK/NG。
3.2 激光深度检测
当视觉检测拍照完成后(内部运算不包括在内),PLC驱动伺服机构带动激光检测头对所有打刻序列字符逐个进行深度扫描检测,并实时将深度数据传输到PLC内存。PLC根据用户设定的标准深度逐个比较,实时判断各个字符的打刻深度是否符合设计要求。
3.3系统状态监控与数据存储
上位监控电脑应用软件由采用通用VB6.0软件编写,通信方式为serial communication,通信协议采用hostlink协议。结构如图3所示。其功能包括:实时监控记录系统各个传感器运行状态;实时监控记录操作人员各项按钮动作;实时存储系统报警代码;保存每一次扫描判断过程及判断结果。本系统采用优化Microsoft Access数据库,通过实际应用,按每天1000条报警记录,1050条扫描判断结果和1000条人工操作记录计算,一年工作250天,250G的硬盘至少可以记录10年以上数据。

3.4 底层控制通信方式设计
3.4.1与远程IO站通信方式
通信接口为devicenet专用主从模块,传输速率为500kbit/s,在本系统中,扫描周期为2.696ms,可以完全达到实时性要求。通信协议为国际通用devicenet协议,此协议为工业系统层协议,具有可靠性高,通信速率快而且只需组态IO站无需额外编程的特点。如图4所示:

图4 Device Net 结构图
3.4.2机器视觉系统通信方式
采用为RS232无协议通信,传输速率达到57600kbit/s。信息帧结构如下:

3.4.3激光深度检测系统通信方式
采用为RS232无协议通信,传输速率达到57600kbit/s。信息帧结构如下:
3.4.4与上位PLC通信方式
采用协议宏的方式进行通信,通信速率为9600kbit/s。信息帧结构如下:

协议宏如下:
发送协议宏

接收协议宏

3.4.5与电脑通信方式
采用hostlink通信协议通信速率为19200kbit/s。信息帧结构如下:
PLC与电脑组成串行通信网络,电脑网络地址为0.0.0,PLC网络地址为0.1.0,如图5所示:

图5 PLC与上位机电脑网络结构图
PLC与电脑形成内存共享通信,如图6所示:

图6 PLC与电脑内存连接结构图
3.4.6 多种通信方式的融合
本系统融合了RS232无协议通信,RS232协议宏通信,hostlink串口通信,devicenet总线通信等多种通信方式。在主程序有机整理下实现了各种通信协议下的系统实时、可靠、稳定的预期目标。
采用的通信方式多样性,决定了系统应用程序融合多通信方式的必要性。从整体考虑,通信在保证系统数据实时性要求的前提下,留出尽量多的硬件通信资源。具体说明如下:与远程IO站的通信为devicenet通信,由于其具有专用的内存与专用的电缆以及专用的通信协议保证其可靠稳定,通信方式为轮询实时扫描,故通信不做限制。在PLC的特定内存区域实时存取即可。与机器视觉系统及与激光深度检测系统的RS232无协议通信方式及与上位PLC的协议宏通信,由于它们都占用串口硬件资源以及具有扫描周期较长的特点,故只有在机器视觉需要时进行激活通信,也就是每个工作周期只激活一次通信,并将通信结果存储于PLC指定内存。与电脑的通信为HOSTlink协议通信,由于电脑具有速度快和内存大的特点,故通信程序编写在电脑方,并采用100ms发送一次读写命令的方式实现与PLC的内存数据互连。总体来说,所有的通信数据融合均在PLC内存区域配合PLC程序完成。
4 特点
4.1 机器视觉系统判别
采用视觉照相机及控制系统,能有效判断打刻后字符的漏打,少打,打歪,打偏及缺笔少划等不良现象。确保打刻序列号的完整性和一致性。
4.2激光深度检测系统应用
采用高精度伺服系统配合激光深度传感器对打刻后的每个字符逐一检查,确保其打刻深度在国标规定的范围内。能有效避免打刻过深和过浅的现象,为打刻字符的防伪性和一致性提供保障。
4.3具有自主知识产权的VB上位机软件及其通信方式
开放的Visual Basic软件和PLC的通信问题一直是困扰工控设计人员的难题。由于各个PLC厂家的技术保密性及处于自己占有的市场份额考虑,以前、现在和今后都很难实现各种PLC通信协议的完全统一,更难实现各种PLC与电脑通信协议的完全统一。而每个系统都必须有操作终端进行控制,电脑以其优惠的价格,超强的运算能力和超大容量的存储空间,自然成为系统操作终端的首选。这样电脑与PLC的通信就显得尤为重要。本系统采用hostlink通信协议,用finsgateway做为组态中介,实现了Visual Basic软件与PLC的数据无缝对接,经过测试,电脑与PLC的200个16位数据共享的扫描周期为100ms,完全能够达到系统的实时性要求。
5 结束语
检测设备的科技含量随着工业的不断进步日益提高,并朝着智能化、模糊控制方向发展。本文介绍的采用机器视觉进行识别以及采用激光扫描检测高差的方法,能有效解决多种普通检测无法完成的任务,为现代工业高效智能化检测提供了一条有效途径。
参考文献
[1] 王兴晶, 施波等. Visual Basic 6.0开发与实例[M]. 电子工业出版社, 1999.
[2] Omron 公司. FZ3系列视觉系统操作手册 Rev.A.
[3] Omron 公司. ZG2系列激光控制系统操作手册 Rev.A.
[4] 刘泽.王嵬.王平钢轨表面缺陷检测机器视觉系统的设计[J].电子测量与仪器学报 2010(11).
作者简介:贺毅(1980-),男,硕士,广州明珞汽车装备有限公司高级电气工程师,研究领域为自动化设备控制及人机界面。
摘自《自动化博览》2011年第九期

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号