



.jpg)



当前位置:首页»企业
.png)
- 企业简介
-
《自动化博览》立足于整个中国自动化产业,加强报道国家政府及相关部门针对自动化行业的政策、专项及相关发展规划。促进行业交流、引领产业发展,《自动化博览》立志于成为中国自动化领域中集实用技术与权威信息为一体的专业传媒。
- 公司类型:其他
- 联系方式
-
- 《自动化博览》
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116290
- 传真:59813329
- 网址:http://www.kongzhi.net
- Email:bjb@kongzhi.net
- 联系人:市场部
- 案例详细
-
标题 大型钾肥生产控制系统解决方案 技术领域 行业 简介 结合国投新疆罗布泊钾盐有限责任公司年产120万吨钾肥项目,介绍大型钾肥生产控制系统的构成和功能;以美国罗克韦尔自动化的产品为例,按照系统的层级网络架构并结合工艺流程介绍具体实施方案。 内容 摘要:结合国投新疆罗布泊钾盐有限责任公司年产120万吨钾肥项目,介绍大型钾肥生产控制系统的构成和功能;以美国罗克韦尔自动化的产品为例,按照系统的层级网络架构并结合工艺流程介绍具体实施方案。
关键词:钾肥;控制系统;网络架构
1引言
国投新疆罗布泊钾盐有限责任公司年产120万吨钾肥项目是国家“十一五”发展规划项目之一。整个生产过程包括原矿的采集、原矿的输送和由原矿加工成产品的过程。原矿的采集是通过多条水采机组在盐田中不断的采掘,并将采掘到的矿料经浮管送至码头增压泵站;原矿的输送就是将由水采机组采集到的原矿通过增压泵站输送到加工厂;加工厂将源源不断的原矿经过过滤、结晶,并加入化学药剂,经过物理化学过程生产出成品硫酸钾。加工厂工艺流程如图1所示:
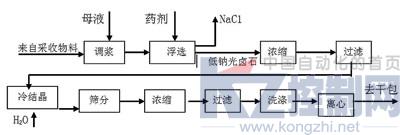
图1 加工厂工艺流程示意图
该项目的控制系统由北京金自天正智能控制股份有限公司承担,已于2008年10月投产。
2 系统构成
2.1 原矿采集、输送控制系统
原料采集、输送控制系统包括6个采收控制子系统,每一个采收控制子系统由1个码头泵站及4套水采机、锚机构成。6个码头泵站之间通过工业以太网组成星型网络,每个码头与4套水采机、锚机通过无线以太网通讯。码头泵站、水采机、锚机均选用美国Rockwell公司SLC500系列可编程控制器(PLC),选用具有devicenet网络总线功能的MCC智能马达控制单元。每条水采机配有操作员站,通过计算机监控原料采收和输送。该系统能够自动完成原料的采收、输送控制过程,其核心技术在于:水采机、锚机的自动导航行走和采收;码头泵站的自动调速控制;安全可靠的数据通信。具体方案如下:
采用SLC500(处理器1747-L552)系列,E3_Plus智能马达控制单元、Powerflex700H系列变频器。
采用具有管理功能的工业以太网交换机,通过单模光缆实现远距离信息传输,优化通信数据以减轻网络通信压力。
通过GPS定位系统完成水采机、锚机的导航控制。包括两部分:岸基站和移动站。岸基站设备:Novatel Propak-V3 GPS接收机及GPS数据链无线电台PDL。 移动站:使用Trimble SPS550和SPS550H接收机,双天线姿态控制,并通过GPS无线电台EDL获取基站信息,产生一个RTK差分信号,从而获取高精度的坐标值。SPS550和SPS550H也经过差分,得到一个角度信号,即船的姿态信号。
2.2 加工厂控制系统
加工厂控制系统由脱卤、磨矿分解、软钾尾矿、氯化钾尾矿、氯化钾、软钾、主厂房中控室、洗涤混钾、结晶离心、干燥、产品储运11个子系统构成。每个子系统由独立的PLC控制站和具有devicenet网络总线功能的MCC智能马达控制单元组成。该系统监控部分由两台冗余的服务器及16台操作员站、1台工程师站组成。采用EtherNET/IP通讯协议和冗余光纤环网、以太网交换机将各PLC的控制站、操作员站、工程师站、服务器、打印机等连接起来,实现了全厂工艺参数在加工厂中央控制室集中显示、监控、越限报警、报表打印。加工厂控制系统结构如图2所示。
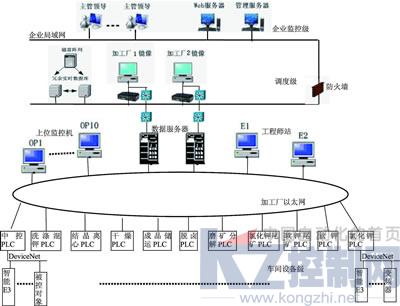
图2 加工厂系统结构图
具体实施方案如下:
2.2.1 PLC及监控软件
加工厂控制系统选用美国Rockwell公司的ControlLogix控制平台,与传统的PLC相比,ControlLogix具有更高的性价比。可以实现顺序控制、过程控制、运动控制的任意组合控制。支持灵活的网络结构,无需任何编程或者处理器干预,即可实现不同网络之间的通讯桥接和数据交换。
采用美国Rockwell公司的RSView SE(服务器+客户机版)的监控软件,作为组建冗余服务器与操作员客户机的软件支持。它具有多服务器集群和多客户端的分布式结构。应用组态存在于RSView SE服务器当中,而客户端可以任意的调用显示各服务器中的应用,组成集成的一体化的监控方案。在主服务器出现故障时,从服务器自动成为主服务器,保证系统的可靠运行。
2.2.2 MCC智能马达控制中心
车间设备级控制采用DeviceNet 现场总线。Devicenet是一种低成本的通讯总线。通过DeviceNet总线将智能电动机保护器、智能电动机控制器、交流变频器、PLC及电力监控模块等连接起来,实现了所有设备的网络控制与监控。从而消除了昂贵的硬接线成本,同时提供了相当重要的设备级诊断功能。
整个生产线的智能马达控制中心MCC全部采用美国Rockwell公司的IntelliCENTER智能产品。其特点是内置开放式网络DeviceNet接口。本系统所设计的MCC主要包括以下几个主要单元。
(1)E3 Plus智能固态过载热继电器
一种基于微处理器的多功能固态过载继电器,E3 Plus智能固态过载继电器是基于DeviceNet的产品。它通过DeviceNet可以把电机电流、电压等数据快速传给PLC,达到电压电流的实时监控。它的远程参数诊断、保护和报警等功能非常丰富,对电机缺相、接地、失速、堵转、过热等故障都设置处理方式,并把具体的故障传给PLC,极大的方便了维修人员判断问题,提高了生产效率。因为钾肥生产流程比较复杂,电机等设备很多,使用E3 Plus大大减少了MCC柜和PLC控制柜间的电缆数量,也减少了因为电缆引起的故障点,为安全生产提供保障。
(2)SMC-Flex软启动器
集成了I/O和先进的诊断和保护功能,它具有保护和诊断功能、电源检测功能、远程参数诊断功能,它通过DeviceNet通讯卡20-COMM-D连接到DeviceNet网络上。
(3)Powerflex700变频器
PowerFlex700提供了一系列强大的编程参数,并可通过DeviceNet实现网络控制。通过编程可以远程监控设备的运行状态及故障报警信息。
2.2.3 系统网络架构
整个控制系统基于三级网络层:信息层、控制层以及设备层,各层网络功能明晰,可方便地将设备层的数据、控制层的状态信息无缝集成到信息层数据库中。
(1) 信息层。采用EtherNet(以太网)结构将各PLC控制站、服务器、操作员站、工程师站连接起来。通过以太网进行全厂控制系统的数据采集、监控、统计、设备维护管理,系统管理员可在这层网络上对控制器中的程序进行修改。
(2) 控制层。采用ControlNet(控制网)结构将PLC与它所控制的I/O模板连接起来。
(3) 设备层。采用DeviceNet(设备网)结构将PLC与智能马达控制中心MCC连接起来。在中控室即可配置、监控底层设备。这种连接无需通过I/O模块,即可方便快速地实现与工业现场大量设备的高速数据采集。
3系统主要控制功能
3.1 原矿采集系统
水采机是原矿采集系统最主要的设备,是整个工艺生产的关键点之一。水采机在采收过程中航道的划分,按设定航道及航角进行采收以及自动切换航道都是通过在操作员站设定及在PLC中进行编程实现的。具体的实现方法是:操作人员根据工艺要求,在操作员站监控画面中输入需要采收航道的编号及宽度,根据航道编号和宽度计算出水采机采收时设定航道的位置,然后与通过GPS实时监测到水采机航线位置进行比较,当实际航线位置与设定航线位置偏差大于70m时,通过调整水采机转向油缸的方向将前后行走履带调整为与设定航线垂直的状态,以最大的偏角切入新航道,当偏差小于70m时,根据距离偏差计算出转向油缸的转向方向及转向值,从而调整前后行走履带的行走状态。当偏差小于0.3m时,水采机进入微调区,即行走方向的履带根据距离偏差计算出的转向值调整转向,使履带回归到中心位置。当距离偏差小于0.08m时,前后行走履带均回归中心点,采船进入设定航线,进行直线采收行走。
3.2 浓密机系统
浓密机系统的功能是对矿浆进行浓缩和转送控制。
3.2.1浓密机底流泵控制
浓密机对料液进行浓缩,其浓缩浓度由料液在浓密机内的沉积时间决定。改变浓密机底流流量,即改变了料液在浓密机内的沉积时间,从而控制料液的底流浓度。 浓密机底流浓度是通过控制浓密机底流泵的转速来调节底流流量,从而达到控制底流浓度的目的。
3.2.2浓密机耙子控制
耙子在浓密机内转动,使物料均匀并保持流动。耙架可以上下移动调整耙子的纵向位置。
耙子的电流需要控制在一定的范围以内。如果电流低需要降低耙架,若耙子电流过大未能升高耙架则会造成压耙事故导致停产,故耙架控制十分重要,需要根据电流变化提前测算可能的压耙概率,及时做出控制调整。
3.3 浮选系统
浮选系统也是整个工艺生产的关键点之一。浮选系统通过加入浮选药剂,使料浆中NaCl浓度显著降低。
浮选槽液位控制是浮选系统的关键,控制分为手动方式和自动方式。浮选槽液位由于受浮选机的作用波动较大,所以液位计的输出信号也随之波动。选择合适的液位检测设备并采用移动平滑数字滤波方法效果很好,保证了自动控制液位稳定。
3.4 结晶系统
结晶也是整个工艺生产的关键点之一,也是最难控制的部分。采用控制系统计算出的矿水比和实测结晶器溢流母液的波美度相结合的办法进行控速分解和控速结晶,得到硫酸钾料浆打到高位槽,进入离心机进行脱水分离,滤饼水份小于8%;分离后的滤饼经皮带送到干燥系统。
3.5 离心系统
离心系统的功能主要是去除残留的钠盐,调节产品的纯度和甩干产品中的水分。
4结语
国投新疆罗布泊钾盐有限责任公司年产120万吨钾肥项目已于2008年10月成功投产,该项目引入了水采机GPS导航控制、ControlLogix控制平台、RSView SE管理级的监控软件、智能MCC、多介质多层次网络架构等先进控制技术和设备,提高了整体作业线生产的自动化水平,减少了故障和停机时间,使控制系统运行稳定、可靠。
摘自《自动化博览》2011年第十期

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号