



.jpg)



当前位置:首页»企业

- 企业简介
-
光洋电子(无锡)有限公司是日本光洋电子工业株式会社在中国国内投资的独资企业,依托整个捷太格特集团的力量,光洋电子(无锡)有限公司经日本光洋电子工业株式会社唯一授权,在中国国内市场使用"KOYO"商标研制、生产、销售高质量工业自动化控制产品,包括可编程序控制器、触摸式显示屏、HMI软件、电子计数器、旋转编码器、可编程凸轮开关和接近开关等。
- 公司类型:供应商
- 联系方式
-
- 光洋电子(无锡)有限公司
- 地址:江苏省无锡市蠡溪路118号
- 邮编:214072
- 电话:0510-85167888
- 传真:0510-85161393
- 网址:http://www.koyoele.com.cn
- Email:sales@ koyoele.com.cn
- 联系人:市场部
- 案例详细
-
标题 无铅局部喷流焊设备 技术领域 运动控制 行业 简介 内容 摘要:多点焊,局部焊又称选择性焊接,就是指对PCB上特定位置的电子元件进行“有选择性”焊接。选择性焊接不同于波峰焊接,选择性焊接的焊料是定位喷射的,而PCB板则在喷射的焊料上面移动。治具都是根据PCB板上元件的位置定制。目前,这种工艺已经越来越多地用于小批量有一定数量后装件的产品上。我公司产品由于存在这种生产特点,所以因生产需要,开发研制了一台局部喷流焊锡炉,经现场多年使用,焊接效果好,质量稳定,成为公司的重要设备之一。
关键词:局部喷流焊接;选择性焊接;控制
Abstract: Local spray soldering is known as multiple spot soldering, or selective soldering. It refers to selective soldering components of specified location on PCB. Nowadays, this technology is more and more applied to those small batch products which have a number of post plug-in components. In order to meet the need of production for such products in our company, this equipment is designed and developed independently. This paper introduces its design principle, system structure and control flow etc.. Through its use on site for more than a year, it has achieved the good soldering effects and stable quality.
Key words: Local spray soldering; Selective soldering; Control
1 引言
目前在汽车工业中,继电器、连接器及一些在使用过程中需要承受较大机械应力的元件,仍需采用具有高结合强度的通孔型连接,常规的波峰焊可以实现插装元件的焊接,但在焊接过程中需要专用的保护膜保护其它的表面贴装元件,同时贴膜和脱膜均需手工操作,手工焊同样可以实现插装件的焊接,但手工焊的质量过于依赖操作者的工作技巧和熟练程度,重复性差,不适于自动化的生产。随着电子产品的不断发展,加工设备和工艺也不断完善,原来以浸焊和波峰焊、回流焊为焊接主打设备,而随着PCB板的不断发展,对生产工艺要求也不断提高,选择性焊接应运而生。
我们可通过与波峰焊的比较来描述选择性焊接的概念。两者间最明显的差异在于波峰焊中PCB的下部完全浸入液态焊锡中,而在选择性焊接中,仅有部分特定区域与焊锡接触。在焊接前也必须预先涂助焊剂。与波峰焊相比,助焊剂仅涂覆在PCB下部的待焊接部位,而不是整个PCB。但是选择性焊接仅适用于插装元件的焊接。
选择性焊接有两种类型:喷焊和浸入焊。喷焊是通过PCB下固定的单一喷嘴来完成。利用喷焊可实现单个点或引脚等微小区域的焊接。通过控制PCB的移动速度以及PCB与喷嘴间的夹角来优化焊接的质量。而浸入焊接则是将PCB上待焊区域浸入专用的喷嘴夹具中,从而一次实现多个焊点的焊接,但由于不同PCB上焊点的位置不同,因而对不同的PCB需制作专用的喷嘴夹具。典型的选择性焊接的工艺流程包括:助焊剂喷涂、PCB预热、浸入焊和喷焊这几个流程。
我公司采用的即是选择性浸焊,对于经双面印刷后回流炉出来的产品,有后装器件或称插件元件的产品,设计了这台局部喷流焊设备,既保证了双面印刷的PCB质量,又比人工焊接后装件提高了效率。该设备功能特点是:
• 一机多用途,可做PCB板单点焊锡,局部插件焊锡,拆焊IC及零件,或特殊焊锡。
• 使用轨道式可调宽滑台,可适应不同大小PCB板的焊接,可对产品焊接位置进行定位,大大提高焊接效率。
• 锡槽及喷锡通道均采用工业纯钛板制作,耐高温,耐腐蚀,发热芯采用进口陶瓷发热板,经久耐用。
• 可拆换式喷锡口,生产不同的产品时,将原喷口板拆下,换新的喷口板,就可以焊接不同的PCB板了,操作方便。
• 焊锡表面不产生锡渣,焊锡表面始终保持光亮和流动性,大大提高焊接质量。
• 功能多、操作界面直观,喷口高度、喷流时间可软件调整。
• 适用于焊接大面积的插件和贴片混装板,无连焊、缺焊等现象,焊点饱满。
2 设计原理
2.1 工作原理
(1)设备主要用于特定线路板的局部焊接。
(2)根据线路板的焊接工艺要求,设有以下三种工作状态:除渣、预热、焊接。
(3)根据各种不同线路板的焊接工艺要求,可设定各种不同线路板的焊接工艺参数(工作模式),并可自由转换。
(4)各种工作状态和工作模式由PLC和触摸屏控制。
2.2 主要结构特点
(1)整机采用全封闭式结构,外型美观,设计合理。
(2)锡炉内部采用3mm伏板,大喷口板采用3mm钛板,小喷口采用2mm钛板,大小喷口边接采用定位销和专用螺钉固定,锡炉加热采用外置式铸钢加热板,使用寿命长,维修方便,锡炉架采用角钢,外封板采用1.2mm不锈钢板,内装高效保温棉。
(3)进出机构采用双节抽屉滑轨型式,滑轨采用不锈钢加强型,线路板夹具采用不锈钢材料,定位夹具采用3mm钛板。
(4)电控柜采用分体式,与整机完全隔开,侧面开门,便于维修保养。
(5)整机底部与上面隔开,并设有储存空间。
(6)正面上部设有翻盖门,门采用气弹簧结构,侧面设有观察窗。
(7)整机内部墙板均设有防热处理。
(8)除渣由人工通过脚踏开关控制,与操作门上的执行元件互锁。
2.3 主要技术参数
(1)锡炉温度:0-400 ℃可随意设置,智能温控保温,精度正负1.5℃。
(2)大喷口尺寸:200×150mm。
(3)喷流高度:0-10mm变频无级可调。
(4)锡槽容量:无铅锡约250Kg
(5)锡槽材料:3mm钛板。
(6)锡泵电机:370W耐高温变频电机。
(7)温控器:采用日本富士品牌,PID控制,SSR输出。
(8)PLC和触摸屏控制,各工作模式可参数设定,首次调试后可保存,以后开机后可调用保存参数。界面直观方便。
3 设备的设计与制造
3.1 硬件配置概述
(1)PLC:SN32-DRA2系我公司为满足中小型控制系统开发的功能强大的内带高速计数功能的整体式PLC。除带有16入16出点外,还具备485通讯、扩展槽等。
(2)模拟量模块:选用两通道数模转换模块K2-2DAC将数据设定量转换成模拟信号输出给变频器,控制电机转速。输出信号范围:0-5VDC,0-10VDC,4-20mA,分辨率:1/4096(12bit)。
(3)三菱变频器S500系列:用变频器控制锡炉电机,实现锡峰的高低控制,完成局部焊接。
(4)触摸屏:EA7-T6C系我公司5.7英寸256色彩色LCD,分辨率320×240,色彩逼真,带扩展I/O卡。
3.2 设备外观及操作面板
3.2.1 整机外观结构见图1。
(1)工作指示灯:分三种指示状态:黄灯、绿灯、红灯。
黄灯:加热时或焊接时灯闪,处于待机状态;
绿灯:温度到达时绿灯亮;
红灯:温度未到时开喷流时灯闪。
(2)氮气流量指示。
(3)氮气压力指示:大于4KG。
(4)基板进出抽屉:抽屉式,基板放置架可放置任意大小尺寸,调节方便。
3.2.2 操作面板(如图2所示)
操作面板按键及指示说明:
• 启动按钮:基板框推入后,按下按钮,开始焊接。
• 电源指示灯:开机上电后指示电源。
• 锡温到达指示灯:锡槽到过设定温度后指示灯亮。
• 蜂鸣器消除按钮:报警响时可手工按下消除反警声。
• 急停按钮:当设备有异常情况发生时,按下停机。
• 电源钥匙开关:向右档打开电源,左档关闭电源。
• 选择旋钮:分为手动、自动和定时三种状态。vvvvvv• 温控表:温度设定、温度控制。

图1 整机外观结构 图2 操作面板图
3.3 电气底板布局
3.3.1 电气电路板(如图3所示)
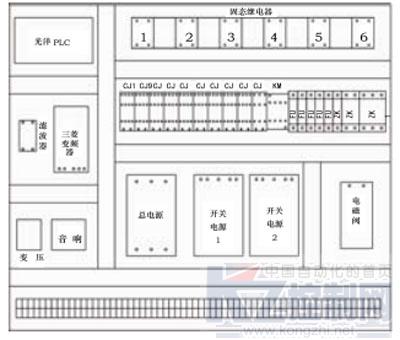
图3 底板布
3.3.2 电气原理图(如图4所示)
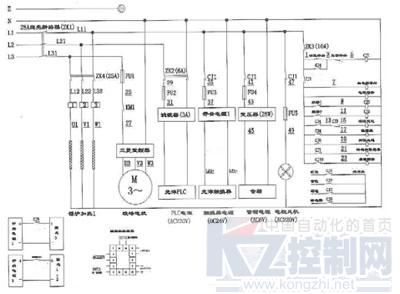
图4 电气原理图
3.3.3 PLC接线图(如图5所示)
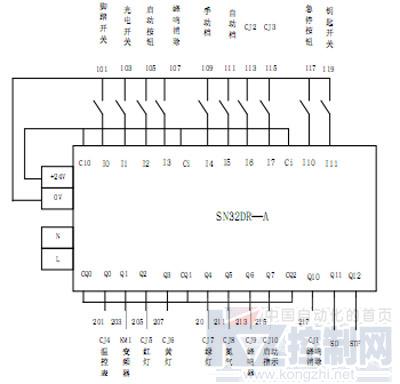
图5 PLC接线图
3.4 设备系统控制流程
系统控制分三大类功能板块,分为自动控制、手动控制和管理员功能,如图6所示,自动控制部分如图7所示。

图6 系统控制流程图
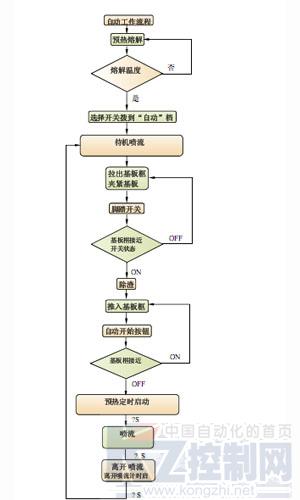
图7 自动控制流程
3.5 触摸屏操作界面演示介绍(如图8~图15所示)

图8 开机后显示界面 图9 当旋钮在定时位置时,可进入工作界面选择
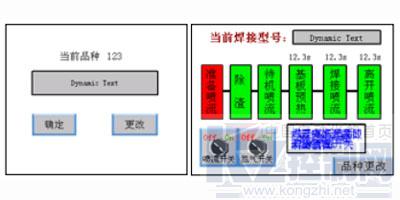
图10 在自动方式下,可选择调用不同焊接参数 图11 自动方式焊接界面包括6个步骤
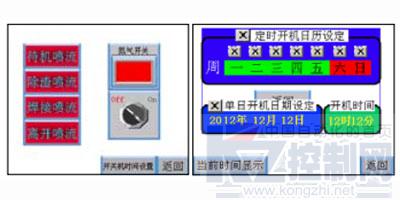
图12 手动焊接单步选择:待机、除渣、焊接、离开喷流可单独控制和调整 图13 定时开、关机设定界面:可按星期开机,或可指定日定时开机
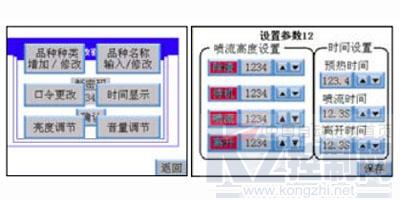
图14 管理员功能界面如下:品种增加菜单中,可以根据不同焊接要求,增加不同的产品种类,最多可9999种 图15 参数设置界面如下:某个品种的参数需修改时,可调出参数,重新按需要设置,以达到最佳的焊接效果。
4 实现效果
设备自07年投运以来,已为我公司生产了多品种的各类基板,为触摸屏等新品的研制和生产提供了有力保证。 设备具有以下优点:
(1)波峰比较稳定,很少出现溢锡现象。
(2)可以适用于多品种产品的焊接,应用广泛。每个品种对应各自不同的焊接参数,焊接时只要调用已保存的相应品种,最多可保存9999种参数,设备自动按之前的参数进行加工,不同品种有不同的参数。而目前国内的局部焊机一般每生产一个品种就调一种参数,没有多品种存贮调用的功能,加工的品种多了,只能靠人工记录,每次查表再设置,比较麻烦。
(3)含有定时开机功能,节省了预热时间,因为锡炉一般都需要数小时的预热,锡炉到温时才能焊接。这台设备可以按星期、或按指定日期的时间开机,这样上班时正好焊接,节省了不少工作时间。与国内的同类设备比较,一般只能设定一个定时时间,不能有多种定时选择,灵活性少。
(4)波峰可数字化控制,精准到位。每种喷流方式:预热时、离开时、焊接时都可根据线路板的焊接要求进行数字化设定。精确的调整喷出的高度。
(5)首次采用的触摸屏界面,目前国内类似机种尚无这种控制设计,直观方便,连续自动控制,目前国内设备一般都是采用几个按键或旋钮单独控制, 这种一体化的控制还是难得一见的。
(6)基板导轨传送,可拉伸,作业人员安放固定基板方便,而且远离锡炉,可防止锡炉中的溅锡,操作更安全。
5 结语
选择浸焊焊接时,每一个焊点的焊接参数都可以“度身定制”,有足够的工艺调整空间把每个焊点的焊接参数(助焊剂的喷涂量、焊接时间、焊接波峰高度等)调至最佳,缺陷率由此降低,甚至有可能做到通孔元器件的零缺陷焊接。
选择焊只是针对所需要焊接的点进行助焊剂的选择性喷涂,线路板的清洁度因此大大提高,同时离子污染量大大降低。助焊剂中的NA+离子和CL-离子如果残留在线路板上,时间一长会与空气中的水分子结合形成盐从而腐蚀线路板和焊点,最终造成焊点开路。因此,传统的生产方式往往需要对焊接完的线路板进行清洗,而选择焊则从根本上解决了这一问题。
经过公司产品的实际使用,效果极佳,设备已为公司创造了数十万的利润,也改进了产品质量,是国内少见的多功能选择性浸焊设备,也是我公司首例自主制作的焊接设备。
参考文献:
[1] 周霭如, 官士鸿. Visual Basic程序设计教程[M]. 北京: 清华大学出版社, 2008.
[2] C-MORE触摸屏用户手册[Z]. 光洋电子(无锡)有限公司.
[3] SN系列用户手册[Z]. 光洋电子(无锡)有限公司.
[4] 模拟量模块用户手册[Z]. 光洋电子(无锡)有限公司.
[5] S500变频器说明手册[Z]. 三菱株式会社.
作者简介
顾竹青(1970-),女,江苏武进人,工程师,大专,现就职于光洋电子(无锡)有限公司,主要研究方向为自动化控制。

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号