



.jpg)



当前位置:首页»专家咨询
贝加莱控制系统在烟草包装行业的应用专家:刘柏严 领域:运动控制 行业:烟草 日期:09-08-22 08:29 点击数:3641 |
|
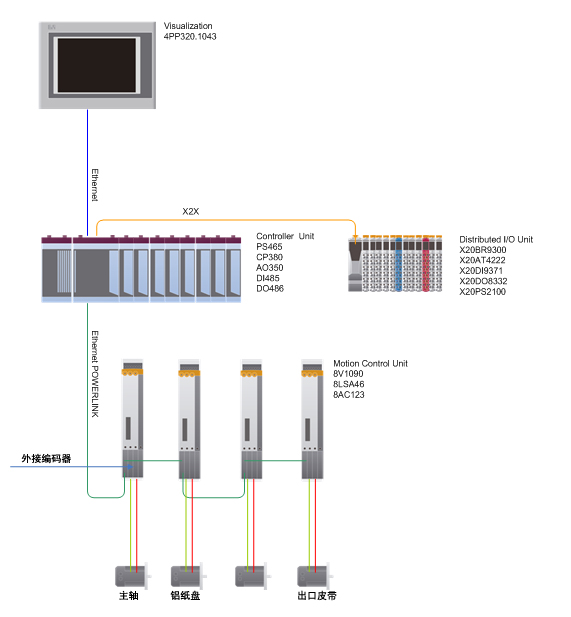
一、项目简介 随着烟草制造业重组的日益深化以及中国2009年开始将实施国际《烟草控制框架公约》等外在影响,烟草行业正面临着空前的压力和挑战。 为了适应不断变化的市场,烟草包装厂商也在不断进行技术革新,很多烟草设备急需改造,希望改造后的设备控制系统速度更快、精度更高、更稳定。 BO型卷烟包装机是德国斯幕门公司20世纪90年代早期推出的产品,用于卷烟小盒软盒包装。包转质量稳定。但是经过十几年的运行,其电控系统不同程度地出现元器件陈旧老化,故障率逐年递增的问题。其中,控制系统采用的工业计算机的各种板卡已经淘汰;交流伺服电机及其驱动器型号陈旧,其控制方式不够清晰;程序对用户不开放,维护困难等。为此对该控制系统进行了改造。 在与客户前期的技术交流中,客户提出了非常苛刻的技术需求,然而,贝加莱的PCC以其应对复杂控制和集成能力赢得了客户的信任,取得了这个改造项目的实施。 2. 功能要求 三、贝加莱产品优势
五、伺服控制
七、结果 |
- 热点新闻
-
- 低碳宣讲走进深圳南山,共同探索碳中和路径
- 西门子Mendix低代码平台正式登陆腾讯云 加快..
- ABB一体化充电站加速推动中国电动交通发展
- 以数字化推动传统产业升级
- 以科技创新实现高水平自立自强
- 新发展阶段走好新型工业化之路
- 人工智能的要素属性及其对就业的挑战
- 强化科技硬实力 厚植创新软实力
- 更好激发科研创新内生动力
- 促进工业互联网发展的着力点
- 我国战略性新兴产业集群的发展历程及特征
- 我国将实施九大行动推动制造服务业高质量发展
- 关于加快推动制造服务业高质量发展的意见
- 打通原始创新到产业发展的壁垒——解读深圳促..
- 装备制造业发展走向智能化、服务化、绿色化
- 未来十五年是我国突破最尖端技术的关键时期
- 推荐产品
-
- 1适用于中小型储罐的超声波液位传感器
- 2用于EtherCAT协议的快速RFID I/O模块
- 3状态监测的电机控制
- 4泓格WES7标准版PAC新品上市:XP-8031-WES7
- 5泓格工业级4G网关(双SIM卡)新品上市:GRP..
- 6泓格OPC UA I/O模块新品上市
- 7泓格Modbus TCP/UDP转RTU/ASCII网关新品..
- 8泓格智能型4G远程遥控装置搭载惯性导航新..
- 9泓格LED显示型远程温度湿度数据记录模块..
- 10泓格继电器输出扩充卡新品上市:XV119
- 11泓格LCD屏幕ViewPAC新品上市:VP-x239-CE..
- 12泓格计数器/频率/编码器输入扩充卡新品上..
- 13泓格工业无线感测模块iWSN系列上市
- 14泓格EtherCAT Slave I/O模块新品上市:EC..
- 15增强功能的控制柜保护模块

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号