



.jpg)



当前位置:首页»企业

- 企业简介
-
作为中国自动化领域的权威旗舰网络媒体,控制网创立于1999年7月,是中国举行的第十四届IFAC (International Federation of Automatic Control)大会的中国官方组织机构的唯一指定网站。控制网是中国自动化学会专家咨询工作 委员会(ECC)的秘书处常设之地。是北京自控在线文化传播有限公司开设的网站。
- 公司类型:其他
- 联系方式
-
- 控制网
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116291 / 59813326
- 传真:010-59813329
- 网址:http://www.kongzhi.net
- Email:mahongliang@kongzhi.net
- 联系人:市场部
- 案例详细
-
标题 TS3000在催化裂化14000kW主风机组上的应用 技术领域 工厂信息化 行业 简介 内容 翟玉宏
由于主风机组在流化催化裂化中的关键作用,主风机组的控制和保护一直为人们所关注,同时,轴流风机极易受到喘振的伤害,严重的喘振将发展为逆流,从而造成较大的设备事故,所以轴流机的防喘振控制技术成为机组控制保护的一个研究重点。
本文简要介绍轴流机的防喘振控制技术以及TRICONEX的TS3000在吉林石化公司炼油厂催化裂化装置14000kW主风机组中的应用。
1 轴流机的防喘振控制技术
轴流式风机的喘振现象是一种机内气流在低流量条件下,在叶片上产生气流脱离而形成脉动流,并于出口管线的气容和气阻之间形成的振荡现象,此时机内气流和出口管网的压力和流量脉动可能发展成增幅振离。机组喘振的频率和振幅不仅与风机本身有关,而且与管网的气容和气阻有关。机组喘振对大型轴流风机的危害远远大于对离心式风机的危害,其危险主要有:① 大的机械振动可损坏机件,② 气流脉动和机内温度上升危及叶片,③ 大的扰人噪声,④ 可能导致逆流,造成更大的破坏。
正是基于轴流风机喘振的破坏性严重,轴流机的防喘振控制显得格外重要,大型轴流式风机的防喘振控制宜采用随动防喘振控制方案,绘制随动的防喘振流量控制系统操作线有两种方法:其一是根据机组制造厂所提供的机组特性曲线,绘制所需的防喘振控制线,这里机组制造厂所给的特性曲线是轴流风机入口流量和出口压力的关系,而在实际设计中,由于风机入口空间有限,没有足够长的直管段空间来安装入口流量计而使风机入口流量不能直接测出,所能测到的是间接反应入口流量的喉部差压,这就需要求得喉部差压和入口流量的关系,其基本公式为:
W=K2×(P1×dp/T)1/2
其中吸入压力接近于1个大气压,因而上式可简化为:
W= K2×(dp/T)1/2
式中W为质量流量kg/m3,dp为喉部差压Pa,k2为流量系数(喘振点附近),T为吸入温度K。
流量系数K2可在现场烘两器阶段进行实测,因为这时全部主风均进两器而没有分支进增压机。这时就可以利用主风出口总量的流量仪表和喉部差压变送器实测出公式中的W值和DP值,由此计算出K2值。这样有了流量系数K2就可以将机组制造厂提供的喘振线由流量和出口压力的关系换算成可测得的喉部差压和出口压力的关系了,当得到表示两者关系的喘振线后,只需向右移动喘振流量的7%~10%作为控制余量,就可以得到防喘振控制线了。
其二是可以通过现场实测轴流风机的运行数据,测出在不同静叶角度下喘振临界点的数据(出口压力值和喉部差压值),将这些实测点连接起来就是该轴流风机的实测喘振线,然后同上面说的一样,只要稍做处理一条防喘振控制线就可以绘制成功了。
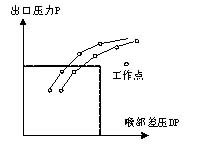
图1

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号