



.jpg)



当前位置:首页»企业

- 企业简介
-
作为中国自动化领域的权威旗舰网络媒体,控制网创立于1999年7月,是中国举行的第十四届IFAC (International Federation of Automatic Control)大会的中国官方组织机构的唯一指定网站。控制网是中国自动化学会专家咨询工作 委员会(ECC)的秘书处常设之地。是北京自控在线文化传播有限公司开设的网站。
- 公司类型:其他
- 联系方式
-
- 控制网
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116291 / 59813326
- 传真:010-59813329
- 网址:http://www.kongzhi.net
- Email:mahongliang@kongzhi.net
- 联系人:市场部
- 案例详细
-
标题 基于PLC的满盘提升机控制系统 技术领域 PLC&PAC 行业 简介 内容  李鸣(1974-)
李鸣(1974-)
女,河南新郑人,助理工程师,(许昌烟草机械有限责任公司装配分厂,河南 许昌 461000)主要研究方向为工业电气自动化。
摘要:介绍了基于PLC控制的满盘提升机系统,讨论了它的软硬件构成及其功能。
关键词:满盘提升机;控制系统;PLCAbstract: This paper introduces the control system of the full plate elevator based on PLC, and discusses its hardware, software and functions.
Key words: Full Plate Elevator; Control System; PLC
1 前言
满盘提升机是烟草机械中装盘机的一部分,其作用主要是将卷接机组输送来的烟支或滤嘴成型机输送来的滤棒通过装盘机装盘后,由烟盘托架将满盘逐个地提升到方便人工取盘的高度,只有当人工取走提升机上的满烟或滤嘴盘后,烟盘托架才能回落到最低位置,从装盘机的满盘台处取下一个满盘,这一烟盘送入烟盘托架并又将进入提升位置。满盘提升机控制系统的传动要求传动平稳且结构紧凑,避免烟支或滤棒在运送过程中发生翻盘等问题。原系统采用电路板控制,存在以下缺点:(1) 参数的调整和整个系统的调试难度大,故障查找不便;(2) 继电器控制故障率高,维护困难,严重制约着生产的稳定运行,无法提高控制精度,优化控制电路。
随着现代工业的要求和微电子技术的进步,继电器控制转向软件控制已成为必然,为了提高满盘提升机控制系统的控制精度,提高系统的响应速度,降低系统功耗,减少故障的发生率,更为了提高整个烟草设备的高可靠性,许昌烟草机械有限责任公司装配分厂对原系统进行了升级改造。
2 满盘提升机控制系统概况
(1)组成:满盘提升机系统主要由托盘架、电机和传感器等组成。
(2)满盘提升机控制原理:机器运行时,当装盘机满盘台上左右两个探测器有感应,则说明有满盘烟到位;如果此时B1、B2有感应,M1提升电机应不动,因为B1处有满盘存在,未被人工移走;当B1处满盘移去,则M1提升电机旋转,B2脱离感应,下一个托盘架将满盘台上烟盘托起;当B2探测器再次感应时,提升电机M1停止运行,此时B1探测器被感应,表明B1处有满盘存在,等待人工移盘。至此,完成一个提升过程,如图1所示。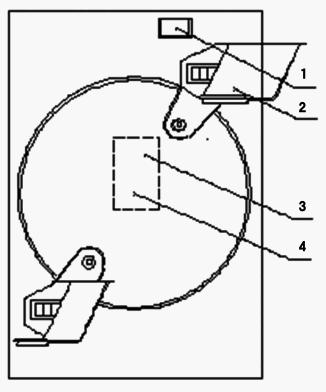
1、B1(满盘移去探测) 2、托盘架
3、M1(提升电机) 4、B2(提升终止探测器)
图1 满盘提升机系统3 系统硬件设计
基于PLC的满盘提升机控制系统的核心是S7-300,通过PROFIBUS-DP总线与8DI现场模块、工控机进行数据通讯,完成对整个系统的自动控制, 实现满盘提升机控制过程。其系统框图如图2所示。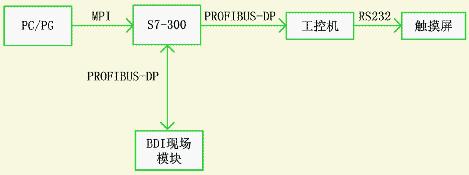
图2 系统框图满盘提升机控制系统PLC的主要功能是接收烟盘的感应信号以及机组的状态信号如点动、启动、全速运行、停机等,并做出反应,完成满盘提升机控制系统中的逻辑控制及工控机之间数据的信息传递等功能,实现所有信号的采集、运算、调节。
PLC作为整个系统的控制核心设备,所有根据生产工艺过程编写的用户程序都在CPU上执行。用PC/PG将用户程序通过CPU模块上集成的MPI接口下载到PLC。同时,通过CP 342-5模块上集成的PROFIBUS-DP接口,作为PROFIBUS-DP现场总线的主站,同DP从站8DI现场模块、工控机之间保持通信,实现数据交换。带触摸屏的液晶显示器通过RS232点对点通讯功能连接到工控机,很方便的生成人机界面,实现实时监控、参数预置及修改、故障报警等功能。
其硬件组成为:西门子公司的SIMATIC S7-300系列的电源模块(6ES7 307-1EA00-0AA0),具有指令处理速度高、通讯能力强的中央处理单元CPU(6ES7 313-5BE01-0AB0)、数字输出模块(6ES7 322-1BH01-0AA0)、通讯模块(6GK7 342-5DA02-0XE0)等,如图3所示。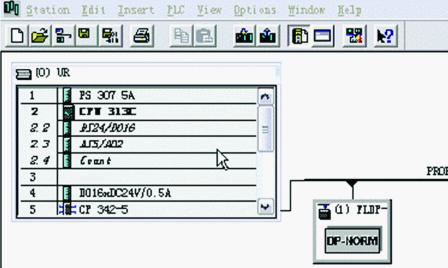
图3 硬件配置图4 系统软件设计
满盘提升机控制系统的软件系统采用模块化编程,PLC使用SIMATIC 工业软件STEP 7编程,程序可用梯形图(LAD)/功能块图(FBD)/语句表(STL) 编写,它包括硬件的配置和参数赋值,通讯的定义、编程、测试、起动和维护,运行/诊断等功能,对程序进行离线或在线监视。PLC的程序以模块化的方式编写, 烟支输送系统中共编有三个组织块:OB1/OB101/OB102、两个功能:FC1/FC2等。OB1由操作系统调用,周期性扫描,其它功能通过OB1调用执行。OB102用于冷启动的处理,OB101用于热启动的处理。功能FC1/FC2分别完成满盘提升机控制系统的逻辑判断和控制。在STEP 7编程和组态PROFIBUS 网络,硬件配置DP从站的DP地址,选用1500Kbit/s传输速率,确认初始地址。软件程序流程图如图4所示。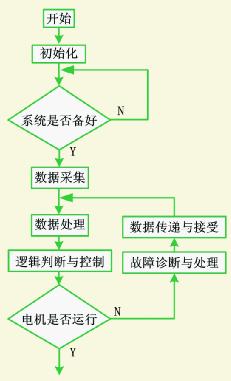
图4 软件程序流程图5 结语
本系统经过严格的选型、合理的硬件配置及完善的程序设计,整体布局紧凑合理、维修方便、自控功能齐全、故障自动显示、可靠性高、稳定性好,具有较丰富的自诊断、报警功能,极大地提高了调试效率,节省了后期费用。该系统自投入运行至今运转良好,完全满足满盘提升机控制的要求,得到了用户的好评,在其他领域也可以广泛推广应用。
参考文献
[1] 廖常初. S7-300/400 PLC应用技术[M]. 北京: 机械工业出版社, 2005, 3.
[2] 西门子(中国)有限公司自动化与驱动集团. 深入浅出西门子S7-300[M]. 北京: 北京航空航天大学出版社, 2005, 9.
[3] 中国烟草总公司. YF12A卷烟储存输送装置培训教材[M]. 2003, 6.

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号