



.jpg)



当前位置:首页»企业

- 企业简介
-
作为中国自动化领域的权威旗舰网络媒体,控制网创立于1999年7月,是中国举行的第十四届IFAC (International Federation of Automatic Control)大会的中国官方组织机构的唯一指定网站。控制网是中国自动化学会专家咨询工作 委员会(ECC)的秘书处常设之地。是北京自控在线文化传播有限公司开设的网站。
- 公司类型:其他
- 联系方式
-
- 控制网
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116291 / 59813326
- 传真:010-59813329
- 网址:http://www.kongzhi.net
- Email:mahongliang@kongzhi.net
- 联系人:市场部
- 案例详细
-
标题 正弦变频器在直进式拉丝机上的应用——SINE309矢量型张力控制专用变频器 技术领域 行业 简介 内容 
引言
拉丝机是金属线材生产的重要设备,主要是将金属线材拉拔成各种规格的细丝。从产品规格上可分为:大拉机、中拉机、小拉机以及细微拉。从机械结构上可分为:滑轮式、活套式、水箱式和直进式。在电线电缆行业,双变频细微拉应用十分广泛。相对而言,其要求的控制性能也较低,而对大部分钢丝生产企业,针对材料特性,其精度要求和拉拔稳定度高,因此使用直进式拉丝机较多。特别是焊材生产企业,气体保护焊丝、埋弧焊丝、铝焊丝、氩弧焊丝、不锈钢焊丝、高强度焊丝以及最先进的药芯焊丝,其对拉丝机的电气控制要求很高。变频器作为主要的电气控制部分,它的性能,特别是张力控制的精度直接影响到产品的质量和产量。
深圳正弦电气作为一家专业的变频器制造商,所生产的拉丝机专用变频器,以其卓越的性能赢得了电线电缆企业和焊丝生产企业的认可和好评。
一、拉丝机工作原理
直进式拉丝机是有多个拉拔头组成的小型的连续生产设备,通过逐级拉拔,可以一次性地把钢丝冷拉到所需的规格,所以工作效率比较高。但是,由于通过每一级的拉拔后,钢丝的线径发生了变化,所以每个拉拔头工作线速度也应有变化。
根据拉模配置的不同,各个拉拔头的拉拔速度也要变化。拉拔速度的基准是每个时刻通过拉模的钢丝的秒流量体积不变,即使以下公式成立:
πR2×V1= πr2×V2
其中 R:进线钢丝的直径
r: 出线钢丝的直径
V1:进线钢丝的线速度
V2:出线钢丝的线速度
直进式拉丝机的各个拉拔头的工作速度就是基于以上的公式,保证各个拉拔头同步运行。但是,以上的说明是基于理想状态的稳态工作过程,由于机械传动的误差以及机械传动的间隙,还有在起动、加速、减速、停止等动态的工作过程中,各个拉拔头就无法保持同步,所以,我们在直进式拉丝机上采用了位移传感器(如图1所示),动态测量各个拉拔头间的钢丝的张力,再把张力转换成标准信号(0/4~20mA或0~10V),用这个标准信号反馈给调速变频器,变频器用这个信号作闭环PID过程控制,在主速度上叠加上PID计算的调整量,保持各个张力检测点的张力恒定,也就保证了直进式拉丝机工作在同步恒张力的工作状态。
二、系统介绍
该套设备的作用是对药芯焊丝的二次精拉。药芯焊丝是用钢带卷曲为空心的钢丝,卷曲的过程中,将特制的药粉填充空心处,经过拉拔后形成2.80mm左右的一次成品。再经过二次拉拔形成1.20mm左右的成品(依需求而定)。我们调试的时候模具的配比如表1。表1 模具配比
进线
1#模
2#模
3#模
4#模
5#模
6#模
7#模
8#模
9#模
10#模
11#模
2.80
2.70
2.50
2.30
2.10
1.90
1.72
1.58
1.48
1.38
1.28
1.18
根据客户要求,我们设计了11联直进式拉丝机,该系统采用深圳正弦电气新一代产品——完全电流矢量张力控制专用变频器SINE309和拉丝机拉丝专用变频器SINE311,系统配置如下图1所示,人机界面+PLC+正弦变频器。
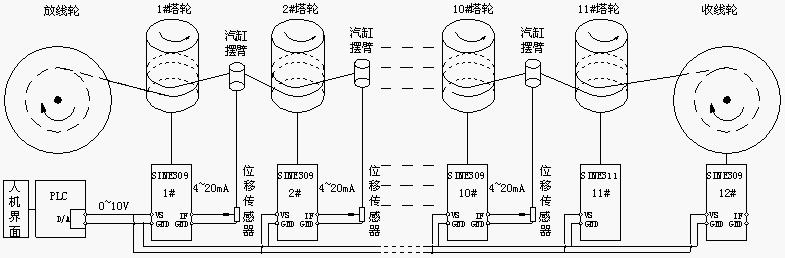
图1、直进式拉丝机系统示意图1、 人机界面:
良好的人机接口,使操作简洁方便,各种参数一目了然。
我们在界面上设计了多种功能功能——系统启动、停车、跳卷、线速度设定、收卷点动、断线保护有效、防护罩有效等,方便操作人员对设备进行操作和监控。
2、 PLC:
PLC在整个系统中起着重要的作用——①得到人机的启动信号后,PLC输出使变频器RUN与COM端子闭合,变频器运行。②根据触摸屏上设定的线速度,PLC的D/A模块输出0~10V的主速度信号,并按照30秒的加减速线性变化,如下图2所示
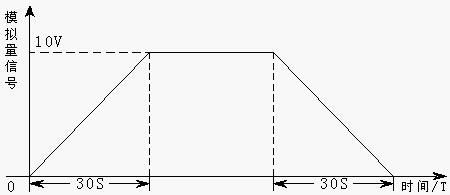
图2 PLC模拟量信号线性变化关系③低速穿线时,需要前联动、正转点动、反转点动和后联动。
前联动:我们以放线工字轮为最前,假如我们在4#塔轮处脚踏前联动开关,应该是1#~4#机联动,即PLC使1#~4#变频器同时走点动频率,以此类推。
正转点动:当某台塔轮上线材松动时,需要单独点动该台,其他塔轮不动作。
反转点动:极少用到可以不设计。
后联动:仍以放线工字轮为参照——最前,假如我们在4#塔轮处脚踏后联动开关,应该是4#~11#机联动。
3、 变频器
避免如图1所示,机台上有11个塔轮,其中1#~10#采用正弦SINE309拉丝机张力控制专用变频器,分别对应位移传感器。位移传感器反馈给变频器4~20mA的电流信号,变频器以此保证线材的恒张力。11#采用正弦SINE311拉丝机拉丝专用变频器,没有张力机构。12#同样采用正弦SINE309变频器控制收线轮,与1#~10#不同的是,收线工字轮的卷径在不断的变化,而且还要保持线材恒张力,以免张力过大断线或太松乱线。
在前面提到,我们拉拔的是药芯焊丝,其材质较实心钢丝柔软很多。06年我们给客户安装的6套八联和3套七联直进式拉丝机,加工的都是高碳钢丝或不锈钢丝,材质坚硬,即使在调试过程中汽缸摆臂有较大晃动,也可能不会断线。药芯焊丝的硬度大约只有高碳钢或不锈钢丝的一半,在生产过程中就要求张力控制得很好,即汽缸摆臂几乎不晃动,才能保证生产的高效。也就是要求变频器有很好的张力控制能力。
三、正弦变频器特点
● 正弦变频器采用磁场定向电流闭环矢量控制,电机变量完全解耦。
● 采用美国TI公司最新款高性能32bit电机控制专用DSP,高速、准确完成复杂的控制算法,国内首家产品化应用。
● 调速精度:0.01Hz
● 调速范围:0.01~600.00Hz
● 冲击负载:180%电机额定转速,2秒内不跳脱。
● 低频转矩:0.00 Hz,150%额定转矩输出。180%额定转矩加速和减速。
SINE309系列拉丝机张力控制专用变频器
1、型拉丝机收卷专用变频器, 不用设定变频器参数,出厂值即最佳参数,只需要按说明书正确接线,就可以开机正常工作;
2、所有动态参数:卷径、传动比、线径,空盘、半盘、满盘,低速、中速、高速,张力、断线全部由变频器内部自动处理;
3、不需要PID板,只需要外接操作开关、少量中间继电器、指示灯和显示仪表;
4、系统更简洁、成本更低、维护更方便,同时,控制效果更佳,设备运行更稳定;
5、张力平衡杆或位移传感器在下限位、中间位或上限位,都可开机运行。自动跟踪拉丝线速度,张力平衡杆或位移传感器基本维持在中点位置;
6、变频器与电机同功率配匹使用,不需要放大变频器的容量;
7、适用于双变频、多变频拉丝或收卷的张力控制应用场合,更换拉丝模具或机台数时不需要调整任何参数。
SINE011系列拉丝机拉丝专用变频器
1、傻瓜型拉丝机拉丝专用变频器, 不用设定变频器参数,出厂值即最佳参数,只需要按说明书正确接线,就可以开机正常工作。低速穿模、高速拉丝相互独立;
2、无转速死区,低速1Hz额定转矩平稳输出,穿模、试机没有材料损耗;
3、根据拉丝线材实际负载变化,自动调节输出频率,维持线速度恒定;
4、不分材质,可拉钢丝、铁丝、铜丝、铝丝及其它材料;
5、变频器与电机同功率匹配使用,不需要放大变频器的容量。四、安装调试

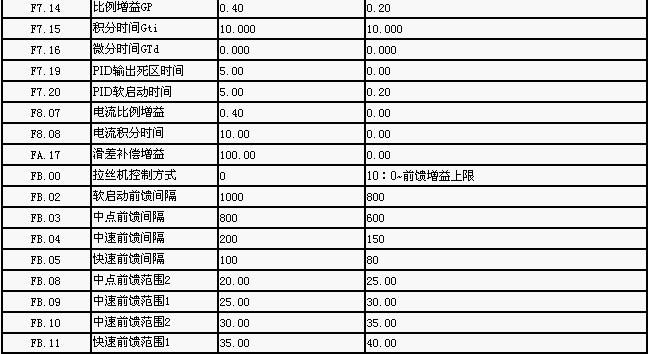
(一)、1#~10#SINE309参数设置

说明:
1、 F0.02=2 无PG矢量控制0——无PG开环矢量控制
电动机的转速信息只是实时估算,而不进行反馈控制,电流全程实时闭环控制,,0.50Hz输出达150%的额定力矩,自动跟踪负载的变化并自动限定输出电流,使其不超过允许的最大电流值。即使负载突变、快速加减速,变频器也不发生故障,实现通用变频器配置的高性能、高可靠性。
2、F0.08=002 过程PID输入方式——PID调节器有效
3、F7.08=10 PID调节器输出+前馈输出
即GFK*VS+K2*UPID 。其中K1为F7.12前馈输入增益GFK,K2为F7.13 PID输出增益,VS为主速度信号,由PLC的D/A模块提供,UPID 为PID的调节信号。此方式特别适合张力闭环PID控制,取消外部PID控制器。K1随收线卷卷径自动调节,直至收放设备的最佳实时传动比。
4、FB.00=10 0~前馈增益上限
如上所说,GFK随收线卷卷径自动调节,直至收放设备的最佳实时传动比。达到最佳状态时GFK的值确定后,可以将此参数十位改为0前馈增益不变化。
(二)、调试
1、变送器模式:位移传感器感应面接近金属时,反馈的模拟量信号就越弱,反之便越强。调试时,要根据凸轮曲面与传感器感应面的变化规律,选择变送器模式。
例如本案例中,当汽缸摆臂在下限位时,凸轮曲面与传感器感应面离得最近,即反馈到变频器的信号最弱约0.05V,此时说明1#机转快了,应该放慢速度,这样PID就是反作用。反之则为正作用。
2、由于机台比较大,所有11台11KW电机等都与机台直接接触,高速生产过程中,难免有震动。再加上生产过程中由于线材原因难免断线,汽缸摆臂的碰撞可能会使凸轮松动或传感器位置偏移,除了安装时将其紧固外,过一段时间要检查一下传感器反馈给变频器的信号是否在0~10V内,最好不要存在死区或死区范围不能太大。否则直接影响变频器对线材张力做出正确判断。具体方法如下:

图1 位移传感器与汽缸摆臂将凸轮和传感器紧固后,用手均匀推动汽缸摆臂,使其在上下限位置平滑移动,观察SINE309变频器监视功能代码C25——PID运算反馈,看其是否在0.000~10.000内成线性变化,不能有跳跃或死区。
3、张力机的调试
所谓张力机就是成品收卷部分,由于客户以前的老设备都采用的是力矩电机、直流电机或磁粉离合器收卷,习惯上把这部分叫做张力机。客户曾经试过采用变频收卷,但效果都不很满意。当得知我们采用变频收线时,客户还有些担心,但调试结果使客户很满意。
12#收卷变频器同样采用正弦SINE309变频器,唯一不同的是,1#~10#变频器塔轮上的卷径没有变化,而12#则所生产的进行,工字轮卷径不断增大。SINE309变频器通过实时卷径自动计算,调节转速,保持线速度一定。PID自动调节使张力轮始终处在中间位置,保持恒张力。
张力机构采用张力轮的形式,如图所示

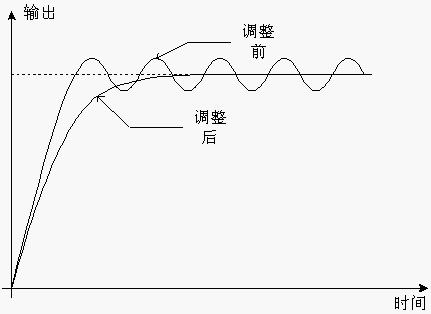
4、PID闭环控制的参数调整
设定变频器的过程PID闭环控制方式有效,通过反馈信号观测系统的输出,根据输出波形调整PID控制器的参数,一般采用如下的规律调节:
● 在输出不振荡时,增大比例增益GP
● 在输出不振荡时,减小积分时间常数GTi
● 在输出不振荡时,增大微分时间常数GTd
实际调节时,可按如下步骤调整PID参数:
抑制输出超调:缩短微分时间常数Td,延长积分时间常数Ti。如图所示。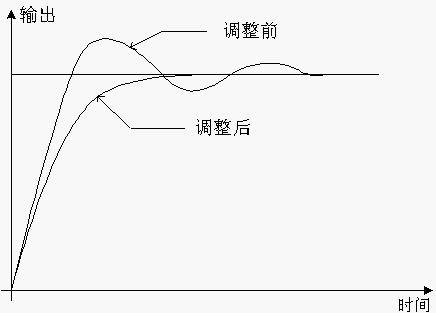
图抑制输出超调抑制输出周期振荡:减小微分时间常数Td或使其为0,减小比例增益P。所示。
图抑制输出周期振荡五、总结
德州聚力焊材从06年至今已经先后使用正弦变频器配套3套6联滑轮式、9套8联直进式拉丝机和1套11联直进式拉丝机,使用一年多,生产效率大幅提高,且故障率低,维护方便,客户非常满意。参考文献《SINE300系列矢量控制变频器使用说明书》

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号