



.jpg)



当前位置:首页»企业

- 企业简介
-
康耐视公司是为制造自动化领域提供机器视觉系统、视觉软件、视觉传感器和表面检测系统的全球领先提供商。康耐视也是领先的工业 ID 读码器提供商。
- 公司类型:供应商
- 联系方式
-
- 康耐视视觉检测系统(上海)有限公司
- 地址:上海市长宁区遵义路150号南丰城C座1903-1906室
- 邮编:200051
- 电话:400-008-1133
- 传真:
- 网址:http://www.cognex.cn
- Email:info.cn@cognex.com
- 联系人:市场部
- 案例详细
-
标题 COGNEX在包装行业的应用 技术领域 SCADA-RTU 行业 物流仓储 简介 内容 一.前言
在制造行业,良品率一直是众公司追求的共同目标。那么在通过改进生产降低废品的同时也需要对出货进行更全面细致的终检。本项目的目标是通过视觉系统的引入,来改进终检方式,提高终检效率。
IC由于装配过程十分精密,因此设备制造商对IC的质量要求相当高,为了增加产品的质量和市场竞争力,因此采用视觉设备对提高产品质量稳定性、减少人力成本有着很大的优势。开发设计的本设备采用了智能像素相机和测量镜头以及针对产品采用的LED照明方式,软件核心采用高性能的patmax视觉软件。我公司接触了较多的IC行业,类似案例涵盖电子,汽车,精密机械等多个领域,并进行了定位安装,几何测量,表面检测这几个方向的应用。实践证明我公司在图像检测和识别领域技术是领先的,是有能力完成本系统的研制任务的。
二.检测内容及技术指标1).检测对象:字符

3).检测状态:一检测机台进行自动化检测,相机架设在检测工件顶端。待检元件到达检测工位相机即可自动拍摄,设备采集一副图像,同时计算机通过读出的图像进行分析,判断字符是否正确,最后通过外置报警装置或者显示屏提醒客户,字符存在问题。
二检测项目相机架在被测区域正面。相机取引脚底端截面。
3).检测时间:〉18个/秒;
4).视场大小:13×7mm;
5).检测方式:该方案针对自动流水线而设计,整个检测机台设计1个检测工位,对检测工件的 左右面进行拍摄。元件按照机器提示的顺序通过位置传感器触发进入拍摄,由此来判断元件的好坏,如遇警报,及时的停机处理不良产品。
6).检测内容:

7).检测准确率:误检率 < 0.01﹪
三.视觉系统精度分析
本视觉系统采用COGNEX ISM1403-10 30 万相机(象素数640×480)相机,可以确定系统所能达到的精度指标为〈0.025MM。机器视觉系统可按照检测目标分为三种:尺寸测量、合格品检测、表面检测。不同的检测目标的精度衡量方式是不同的。本检测视觉系统由于是要通过检测工件表面字符得出工件正确与否的结论,归类为表面检测。
采用COGENEX相机,需要检测的视场大小为14mm×8mm。采用PENTAX公司的镜头,焦距为25mm。COGNEX相机CCD靶面尺寸为1/3’。
图像处理软件采用Cognex公司的图像处理工具,采用亚象素算法,可使测量精度达到1/20~1/4 pixel。即本系统可以达到的检测公差范围为0.023mm~0.02mm。当然,系统最终的检测结果还可能会受到其它因素的影响导致精度降低,属于系统可重复性问题。由于视觉系统是一个非常精密的系统,且本系统要用在生产车间,可能对系统产生干扰,影响检测结果的因素是非常多的。在系统开发的时候,必须进行严格的系统可重复实验和测试,排除干扰因素,保证检测结果能够正确的反映工件的实际状况。
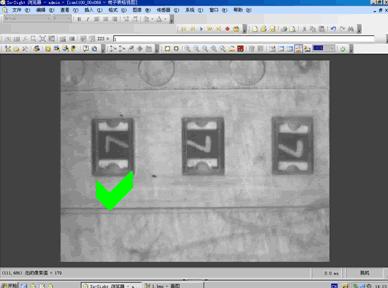
四.总体方案系统由照明光源、位置传感器、镜头、Cognex相机、PC机、警报及剔除装置等组成。如图2所示。

图2系统结构在检测的时候,位置传感器一旦感知元件经过,每3个IC 通过,光电开关产生一个触发信号,触发COGNEX 相机拍照,检测程序启动,根据检测样图给出结果,并把正确与否的数据判断结果输出控制信号到控制器.另外,用cognex 自身的软件 IS-EXPLORE开发了PC机上的用户显示界面,便于用户必要时查看检测结果。
本套系统装配简单,多种触发方式,工业化输出\输入,响应速度快,检测精度高,不影响生产线生产.系统通用性强,操作极为简单(新产品只需简单框住训练新字符即可).
CCD相机实际检测效果(如图一)
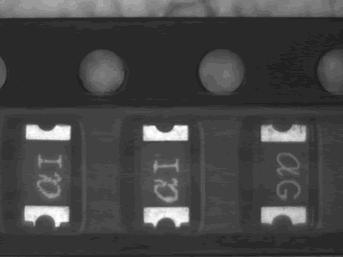
(判断界面一)

(CCD判断界面异物)
五.系统硬件选型1)相机

本系统相机选用美国康耐视公司的COGNEX ISM1400-10相机。此相机的主要参数列表如下
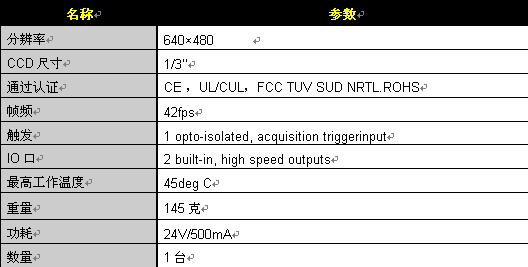
表1 IS 5100主要性能参数
2) 光路光源采用LED光源。他们分别是均匀照射的光源CO79×50×51,。
3)镜头
镜头选用日本PENTAX公司镜头。该镜头焦距为25mm,最大光圈F2.2,具有大景深,变形程度低的优点。该镜头为C型接口,分辨率在中心处超过100线对/mm,在边角处超过60线对/mm。

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号