



.jpg)



当前位置:首页»企业

- 企业简介
-
作为中国自动化领域的权威旗舰网络媒体,控制网创立于1999年7月,是中国举行的第十四届IFAC (International Federation of Automatic Control)大会的中国官方组织机构的唯一指定网站。控制网是中国自动化学会专家咨询工作 委员会(ECC)的秘书处常设之地。是北京自控在线文化传播有限公司开设的网站。
- 公司类型:其他
- 联系方式
-
- 控制网
- 地址:北京市海淀区上地十街辉煌国际2号楼1504室
- 邮编:100085
- 电话:010-57116291 / 59813326
- 传真:010-59813329
- 网址:http://www.kongzhi.net
- Email:mahongliang@kongzhi.net
- 联系人:市场部
- 案例详细
-
标题 2008年浙江省监督网属电厂热控系统故障原因分析与建议 技术领域 工业无线 行业 简介 浙江省监督网属电厂2008年与热控专业有关的机组跳闸的主要原因是控制系统硬件故障、现场设备故障、维护不当和电源故障。为提高热控自动化系统的可靠性,本文提出了2009年减少热控系统故障的预防措施,供各电厂检修维护时参考。 内容 
丁俊宏(1974-)
男,安徽肥东人, 工程师,从事热工监督管理与热工自动化技术应用与研发工作。
摘要:浙江省监督网属电厂2008年与热控专业有关的机组跳闸的主要原因是控制系统硬件故障、现场设备故障、维护不当和电源故障。为提高热控自动化系统的可靠性,本文提出了2009年减少热控系统故障的预防措施,供各电厂检修维护时参考。
关键词:热控故障;原因;建议
Abstract: The faults of hardware, installation, power supply and inappropriate maintenance
of the control system are main causes of tripping of power units in Thermal Power Plants in
Zhejiang Technology Supervision Network in 2008.In order to improve reliability of the C&I
system, we propose the prevention measures for decreasing faults of C&I system in 2009,
which give reference for maintenance in Thermal Power Plants.
Key words: Faults of the C&I system; causes; suggestions
1 前言
热控系统的特殊性,是随着机组容量的上升和控制要求的提高,热控系统的控制逻辑复杂程度增加,环节增多和故障的离散性增大、使得设备的可靠性相对降低。由于从设计、设备、安装调试到检修运行维护及技术管理上,都还存在不足,导致机组误跳闸甚至损坏主设备事件还时有发生。因此热控系统的可靠性,已成为是机组安全稳定运行的先决条件。
做好热控系统故障分析工作,不但有利于摸索各事件之间的内在联系,发现热控系统的薄弱环节和潜在的危险点,有针对性地制定可靠性预防措施来减少因热控系统原因引起发电机组的非计划停运次数,而且也是电厂和管理部门,提高设备健康寿命,降能减耗工作中重要的一个环节。本文通过浙江省监督网属电厂2008年全年机组因热控原因引起机组二类及以上设备障碍统计分析,提出了2009年减少热控系统故障的预防措施,供各电厂检修维护时参考。
2 热工考核故障原因统计分析与处理
据热工监督统计[1] ,2008年浙江省技术监督网属火电厂机组,共发生因热工原因引起的一类障碍及以上故障18次,二类障碍故障3次。平均一类障碍及以上故障为0.22次数/台·年,二类及以上障碍为0.25次数/台·年。故障归类统计如如图1所示。
图1 故障主要原因归类统计
图1显示,2008年考核热工的设备二类及以上障碍比例中,因控制系统硬件引起的占29%,因现场设备异常引起的占23%,因检修维护不当引起的占14%,因电源故障引起的占19%。 原因不明的占14%。结合电厂事件信息反馈和参与现场事件原因实际查找情况,笔者对引发2008年热工安全考核故障现象及主要原因进行如下归纳分析。
2.1 控制系统硬件故障
控制系统硬件故障,导致设备一类障碍4次,设备二类障碍2次,其中:
(1)TSI模件设计缺陷引起。某机组488.5MW负荷时跳闸,首出信号为“TSI超速”。TSI机柜模件指示灯当时均正常,超速指示灯未亮。检查报警记录发现3块超速模件的继电器在2S内发生了多次闭合和释放的不正常情况,且TSI槽位7、8、9模件发生过故障报警。事后电厂对TSI系统的接地以及电缆的屏蔽情况进行了全面检查,将3块超速模件的组态由非独立表决方式更改为独立表决方式;在TSI系统3块超速模件继电器输出至ETS的回路中串接发电机开关动作信号。
(2)DCS通讯模件故障:某600MW机组采用西门子PCS7系统。热工人员巡检时发现DEH 01柜主CPU417和从CPU417均存在报警。实际主CPU正常运行,从CPU已停运。判断为从侧光纤接触不良或光纤同步器故障。在对从CPU417断电后再送电过程中,汽轮机跳闸。经检查确认DEH从模件通讯卡EXM448-1已经故障损坏,在此情况下DEH系统未实现真正的冗余导致控制器切换异常,引起机组跳闸。
(3)控制器在线下载过程中异常。某厂运行中发现#1炉CRT画面上部分锅炉参数指示失真,“DCS控制器故障”光字牌报警。现场检查发现控制器DCS9403A和DCS9403B都故障报警,对两个控制器分别进行断电、断网络、重启试验,均无法恢复。对控制器组态进行下载后,出现数据传输混乱,MFT动作跳闸。该事件应吸取的教训:故障处理时应制订完善的安全措施,离线下载前,应将该控制模件所有控制的设备能全部切就地手操(看运行能否满足)、控制器所有通讯的点强制保持隔离,并将与之对应控制模件有连锁关系点和不同PCU柜的硬接线点强制。
(4)DCS模件柜通讯卡件INNIS21故障。某600MW机组满负荷运行中,OPC动作报警信号和10CKA13 5-11模件报故障信号时断时续发出。之后#1高加水位HHH1信号和HHH2信号时断时续发出,高加撤出,给水切换期间流量从1828 t/h下降到最低1684 t/h,时间持续30s。最后汽水分离器出口温度高导致MFT动作。检查发现主要原因首先是由于DCS模件柜内的通讯卡件INNIS21故障,引起高加水位高三值误动,高加撤出。而异常情况下的控制逻辑不完善使得汽水分离器出口温度高保护动作。事后热工人员对给水主控、燃料主控和汽机主控的控制策略进行了完善和试验。MFT保护动作前后的参数变化如图2所示。
二类设备障碍中,因FSSS内两块模件故障导致锅炉MFT动作。因DCS信号的通道故障造成一次风机B停反馈误发引起一次风机RB动作。
图2 MFT前后机组主参数曲线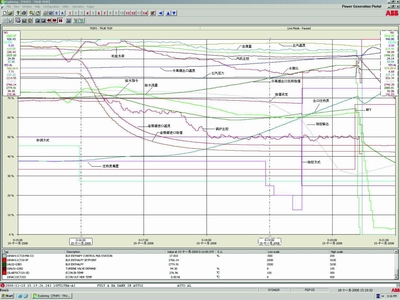
2.2 现场设备故障
现场设备故障原因引起设备一类障碍5次。
(1)某#3燃气机组负荷300MW运行时,#4轴承#2差胀信号突然增大到-5.49mm引起差胀保护动作机组跳闸。故障原因是#4轴承周围的温度远超过探头的最高许可工作温度,导致差胀探头故障(探头电阻值由正常的70欧姆左右变为约700欧姆)引起。
(2)某600MW机组正常运行中高压旁路调节阀反馈,3秒内由0%突变为99%,汽包水位高高导致MFT动作,高低旁压力控制自动切到自动控制方式且高旁来回快关了多次。事后检查确认是高旁阀位置信号转换器故障,导致反馈电流信号恒为22mA不变,使主蒸汽流量的计算值由1470t/h上升到2427t/h,造成给水控制指令大幅上扬,引起汽包水位高高动作。事后更换了高旁位置转换器,对高旁流量进入主蒸汽流量计算因子做了临时性防范措施,修改了相关逻辑。
(3)某机组150MW负荷运行。在汽门大行程试验结束后,主汽门正常开启,试验复位过程中MFT动作。事后经过分析发现机组跳闸的直接原因是主汽门大行程试验结束后,A、B侧主汽门实际开启到位,但B侧主汽门行程开关内部接点没有复位。当试验按钮复位后,B侧主汽门关闭信号仍然存在,因而触发保护联锁动作。
(4)某300MW机组运行在270MW负荷时,除氧器水位HHH信号LS4214置“1”置“0”频繁变化。四抽电动隔离总阀和四抽至除氧器电动隔离阀开始关闭,#1炉汽包水位低报警,之后四抽电动隔离总阀和四抽至除氧器电动隔离阀彻底关闭,小机A/B失去汽源,给水流量突降,造成汽包水位快速降低。电泵自启,但汽包水位仍快速下降,锅炉MFT。经过检查发现除氧器水位HHH液位信号误动原因是微动开关故障引起。
(5)某厂#3燃气机组负荷250MW运行。燃机火灾保护动作造成燃机和汽机跳闸。事件发生后现场检查发现无火灾、明火或泄漏现象,进行相关试验后经分析认为这次火灾保护的动作是一次误发讯造成的。采取了以下措施:将#1轴承正上方罩壳顶部两只温度探头进行移位;火焰探测器的检查列入燃机启动前的检查项目表;在燃机罩壳内加图像监控装置。
2.3 维护不当
维护不当引起的一类障碍有3次,分别是:
(1)某机组运行中进行ETS凝结器真空保护定期试验时,凝汽器真空低开关1、2动作(正常情况下应凝汽器真空低开关1、3动作),造成机组跳闸。事件原因是维护人员在进行4只凝汽器真空开关校验时,将贴有标签2和3的盖子互换,运行人员定期试验时,按规定的序号操作出错引起。此类事件监督已提出过多次告警,需要通过强化监督验收来减少此类事件的发生。
(2)某燃机100MW负荷运行时。低旁减温水压力故障报警,低旁遮断逻辑触发跳机。经检查事件原因是低旁减温水压力开关内部积水,导致接点腐蚀卡涩,常闭接点1无法脱开引起。此外金属电缆套管内存有少量黑色污水将影响电缆寿命。为此热工人员全面检查和整改了热工控制电缆从电缆桥架的引出方式;对燃机的低旁减温水保护逻辑均进行优化整改(就地增加一个低旁减温水压力开关构成3取2保护逻辑);建立燃机机组开机前热工专业检查确认项目表。
(3)某机组进行ETS在线通道试验期间,汽轮机跳闸。经检查PLC的I/O站RIO DROP模件与通讯同轴电缆连接头有松动现象,由于电缆接触不良,造成控制站和IO站之间的通讯信号瞬间异常,引起ETS保护误动。
2.4 电源异常
电源问题引起设备一类障碍3次,二类障碍1次,分别是:
(1)某厂#1机组运行中操作人员发现画面参数异常,炉侧设备无法操作,给粉机均跳闸,机组负荷、汽温和压力持续下降;但MFT未翻牌报警,制粉系统未跳闸。热工人员现场检查发现FSSS系统机柜PCU02内模件工作异常,所有模件状态指示灯为红色(表示停止工作)。机柜双路电源中的左路电源工作状态指示绿色正常,右路电源工作状态指示异常。热工人员将右路异常电源断电后,模件恢复正常工作状态。热工人员抽出异常的电源模件,发现温度大大高于正常电源模件。经分析判断本次事件是因为PCU02柜电源模件故障,FPI保护动作,导致模件失电源停止工作引起。
(2)某燃机100MW负荷单循环运行。发现高旁控制阀阀位反馈和高旁减温水控制阀阀位反馈突然失去,高旁控制阀和高旁减温水控制阀控制器故障及高旁控制油站报警,#4燃机跳闸。经检查高旁控制柜内的电源模块有异常声响、过载报警灯亮,测试此电源模块发现已损坏,因该电源模块未冗余配置,导致机组跳闸。
(3)某厂#4、#5机组正常运行时脱硫系统烟道保护动作,导致#4、#5机组相继MFT跳闸。检查发现直接起因是#4机组1C-FCS控制柜送入FGD的风量信号瞬间消失(见图3)。由于该风量信号是作为增压风机动叶调节的前馈信号,其结果引起自动调节系统动叶指令从66%迅速减小到29.9%,导致烟道风压急速上升,烟道保护动作。风量信号和给粉机停运信号均来自1C-FCS控制柜,经分析故障原因是该柜电源瞬间异常引起。
图3 风量信号和增压风机动作情况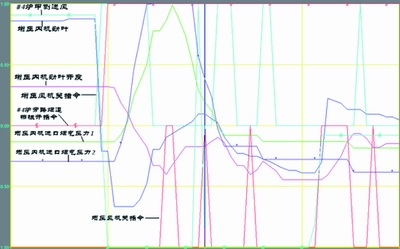
(4)某机组水灰、脱硫控制室控制台上,二台水灰程控系统操作员站CRT界面上所有运行设备状态全显示为红色,界面上所有运行参数显示框里的内容为问号的形式出现,同时运行人员在CRT上无法操作。检查发现相关的电源均丢失,水灰程控系统在线UPS电源装置也无电压输出。由此判断为UPS电源装置部件本身短路故障,导致UPS电源装置电源输入端空气开关Q3跳闸UPS进线工频电源失去,而UPS电源装置配置的蓄电池失效(接近使用年限),最终导致水灰控制系统PLC失去供电电源。
2.5 原因不明
机组跳闸事件中,原因不明的次数有3次,分别是:
(1)某机组燃机正常运行时出现外部遮断信号,机组跳闸。检查分析排除了发电机差动保护和火灾保护系统故障、TCTG遮断模件故障和人为干扰因素引起的可能性,认为是模件以外的信号干扰引起,实际上事件原因不明。
(2)某厂#4机组负荷300MW正常运行中机组跳闸,MFT首出原因为“汽机跳闸”。热工专业人员对ETS系统认真进行110V电源瞬件断电试验、相关电缆绝缘检查、电源单端接地试验和相关的ETS联锁试验,均未发现异常。事故原因不明。
(3)某厂#3机组249MW负荷正常运行时MFT动作,首出原因为汽机跳闸。事故发生后进行了一系列模拟试验及检查,对可能的原因进行了分析和排除,事故直接原因不明。
3 提高热工系统可靠性的建议
据中国电力企业联合会统计,2008年电力行业参加全国火电600MW级竞赛机组的平均非计划停运次数1.23次/台,且多数为热控系统原因引起。这反映了系统设计、设备选型、安装调试和检修维护中还存在不少薄弱环节。浙江省内电厂近几年开展提高热控系统可靠性技术研究[2],通过控制逻辑条件的合理性和系统完善性、保护信号的取信方式和配置、保护联锁信号定值和延时时间的设置等方面的优化研究和反事故措施落实,降低了因热控系统问题引起机组非计划停运次数和主要辅机保护的误动次数。但上述故障事件表明,影响热控系统可靠性的因素仍有存在。因此需要继续深入这方面的研究,对热控系统设备和检修、运行、维护进行全过程管理,对所有涉及热控系统安全的设备环境进行全方位监督,确保控制系统反事故措施切实可行并落实到实处。为此根据以上事件的归类统计分析,就提高热工系统可靠性工作提出以下建议,供同行检修维护中参考。
(1)进一步检查“提高TSI系统运行可靠性的若干技术措施”落实情况,确认接地符合要求,单点保护信号已采取相应措施。开展TSI系统和ETS系统的定期试验工作,总结出定期试验的技术要求和具体方法,完善后加以推广。
(2)落实“提高汽包水位测量与保护信号可靠性的技术措施”,确认汽包水位测量偏差控制在允许范围内,防止因汽包水位测量信号失准导致机组跳闸事件的发生。
(3)鉴于控制器故障引起的机组故障事件呈上升趋势,为提前发现控制器隐患,将控制系统冗余切换试验应列入机组C修常规检修项目。
(4)为减小机组运行中控制系统设备故障处理时的风险,继续深入专题研究,针对本厂DCS系统的可能故障,制定出可操作性强的处理方案,规范、完善DCS故障应急处理预案和反事故措施。所有涉及保护的信号动作后应设计有报警信号,动作信号回复后的保护应设置为自动复归。
(5)减少现场设备引起的保护系统误动应作为提高可靠性的重点。日常巡检中加强对热工设备的环境状况和运行状况检查,检修时将端子接线、通讯电缆紧固工作和屏蔽接地可靠性应列入机组检修项目,避免接头松动或信号干扰造成的异常。
(6)经过热工人员多年来努力,热工电源的故障引起机组故障跳闸事件虽已明显减少,但还有发生。作为提高热工系统可靠性的一个措施,应对机组电源可靠性、失电故障预防、处理及安全保证措施进一步专项梳理检查和专项研究,对问题采取相应的措施。
(7)深入开展辅助控制系统,尤其是旁路和脱硫控制系统的可靠性研究工作,对逻辑的正确性、保护条件及信号取样的合理性、与DCS接口的可靠性以及控制策略进行全面梳理、论证和完善。
(8)编写机组PLC控制系统的设备检修维护技术规程,用于指导和规范机组PLC系统的检修、运行维护工作。
(9)继续做好热控系统可靠性基建过程监督工作,减少移交生产时安全隐患和设备缺陷。
(10)总结2008年浙能集团热工技能大赛经验,进一步开展热工人员素质培训工作。严格按规程要求进行热工自动化系统的检修运行维护,提高检修运行维护质量,杜绝因人为原因引起的热工自动化系统故障。
参考文献
[1] 丁俊宏. 2008年度浙江省火电厂热工安全考核故障统计、原因浅析与建议[R]. 杭州: 浙江省电力试验研究院.
[2] 孙长生. 提高电厂热控系统可靠性技术研究[J]. 中国电力.

电话:010-62669087 控制网版权所有未经许可不得转载
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号 北京市公安局海淀分局备案号:11010802023656号
北京市公安局海淀分局备案号:11010802023656号
地址:北京市海淀区上地十街辉煌国际5号楼1416室(100085)
版权所有 控制网 京ICP备14036844-2号